- Главная страница
- Рефераты
- Транспорт
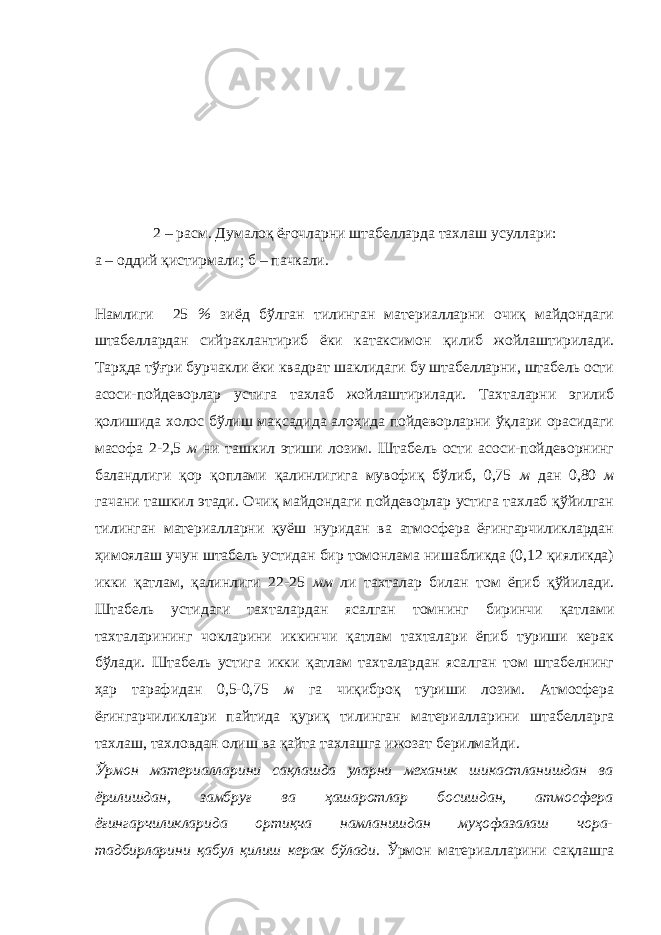
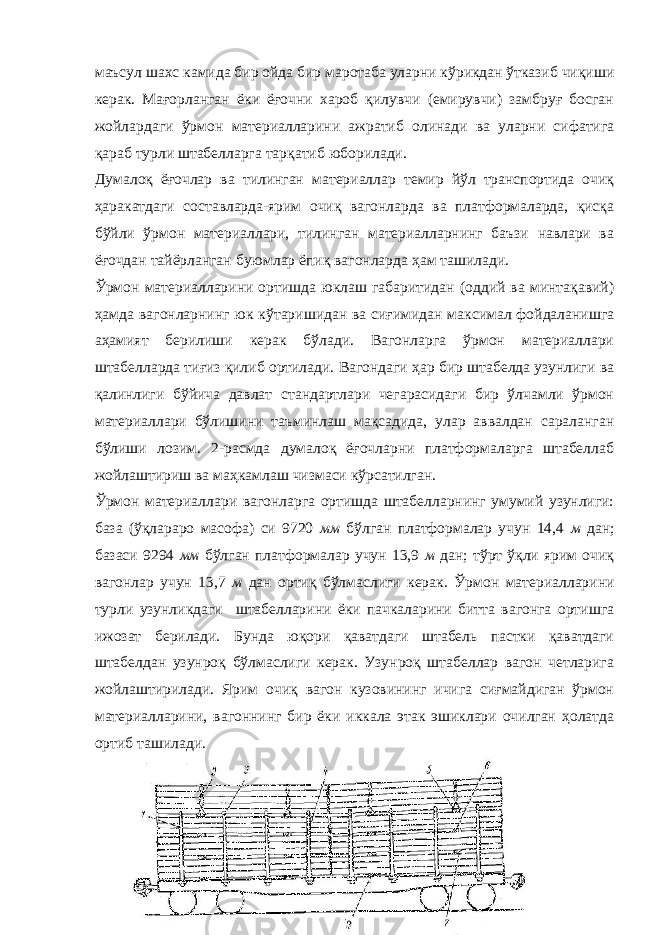
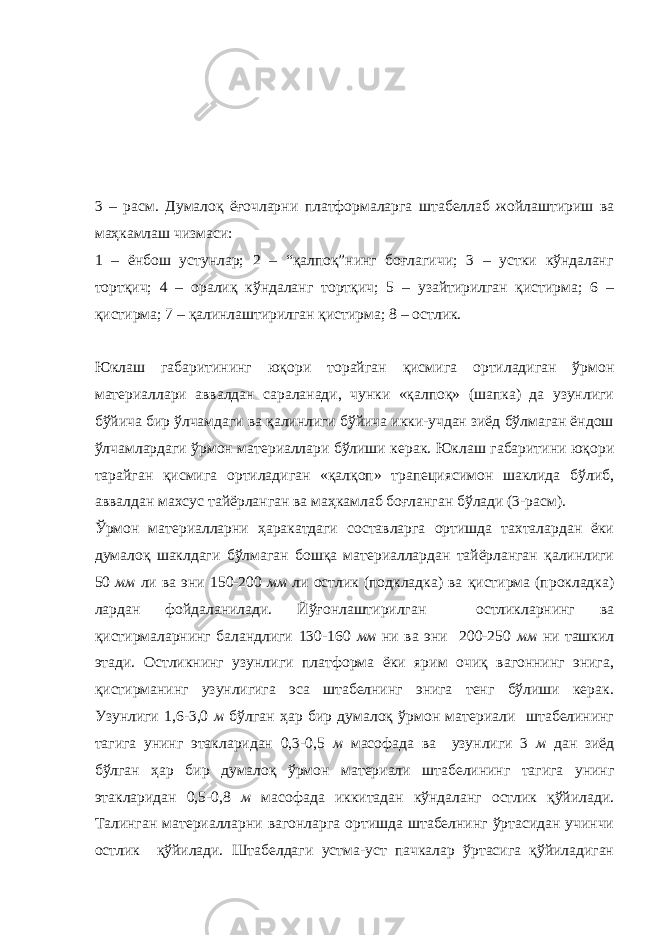
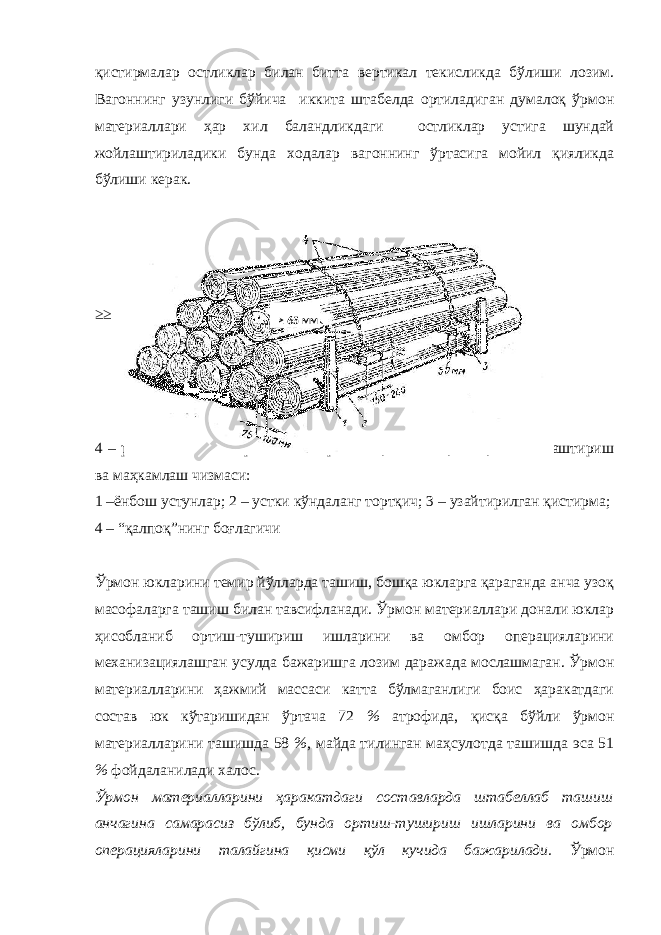
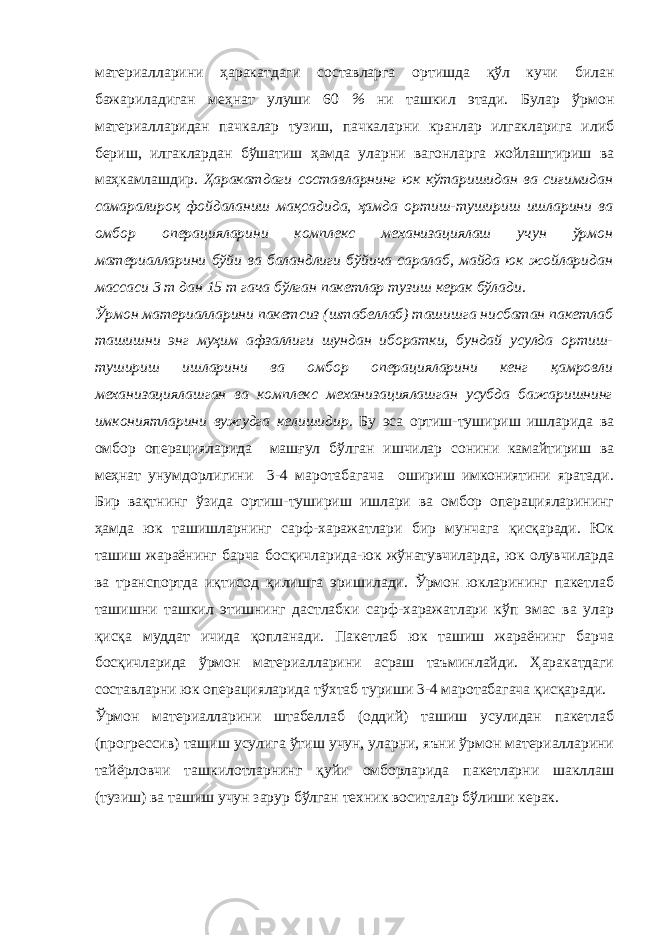
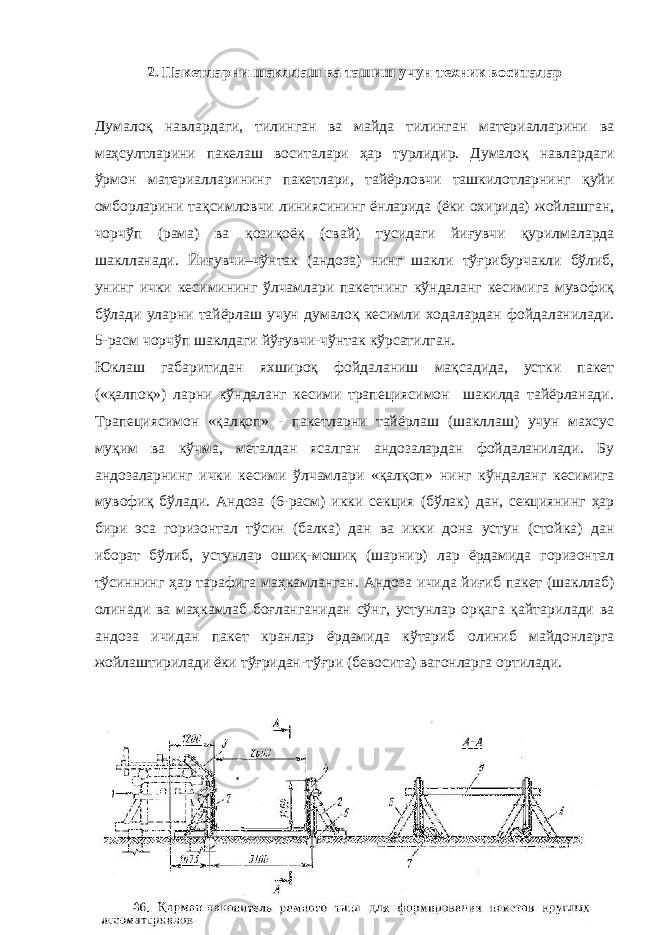
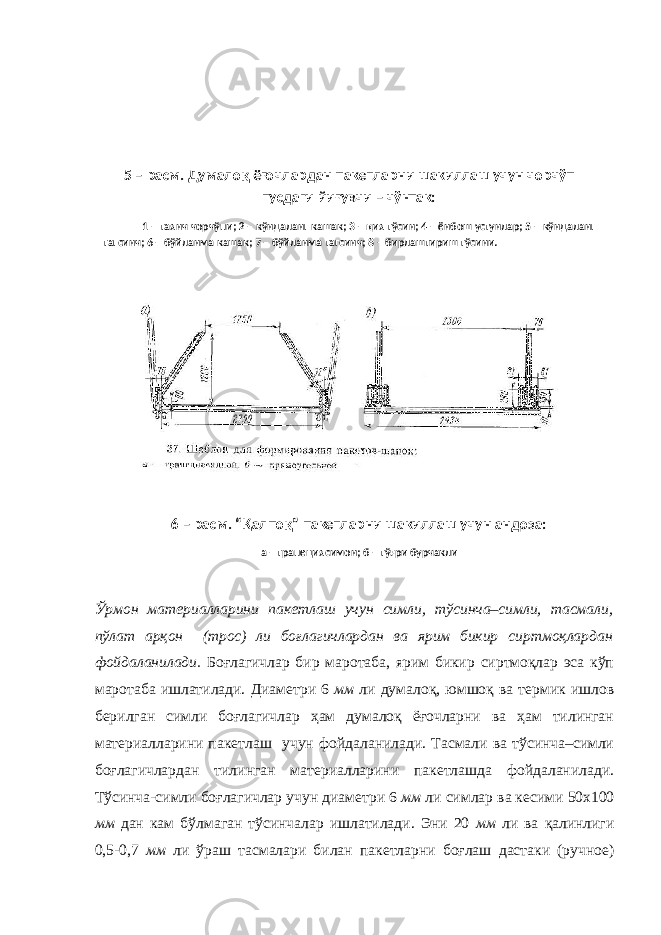
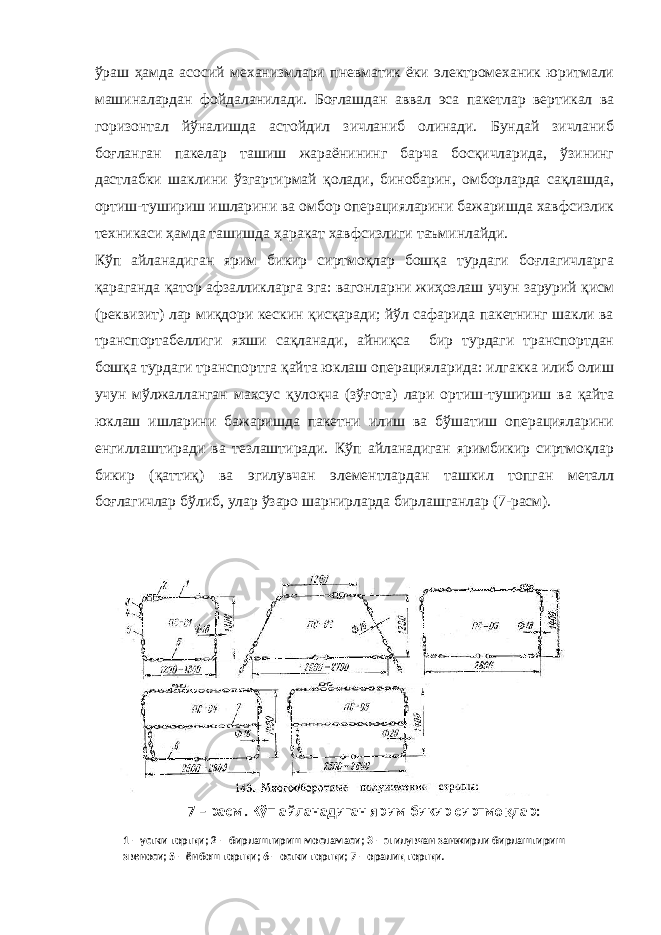
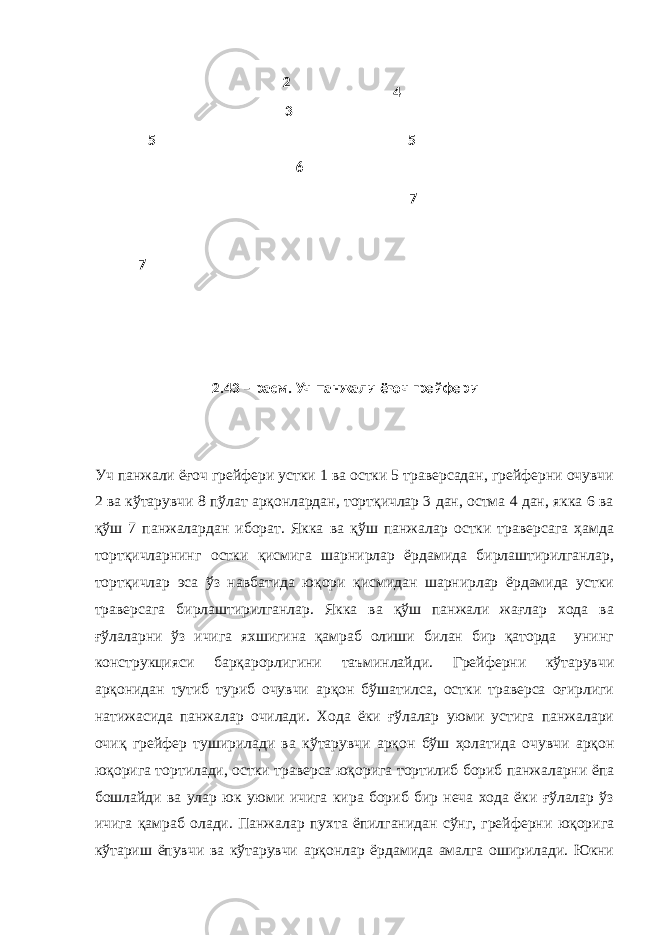
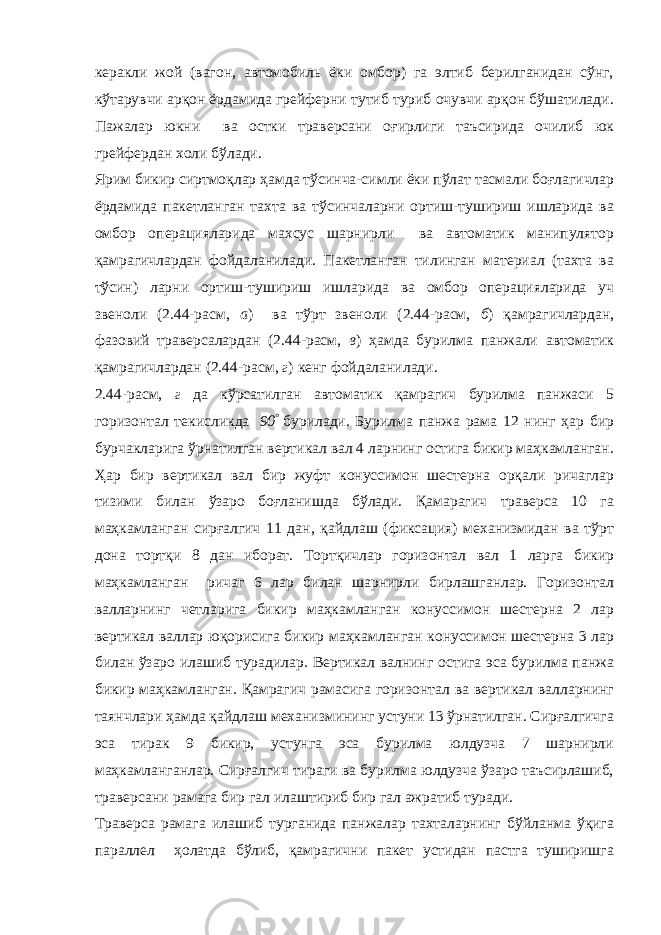
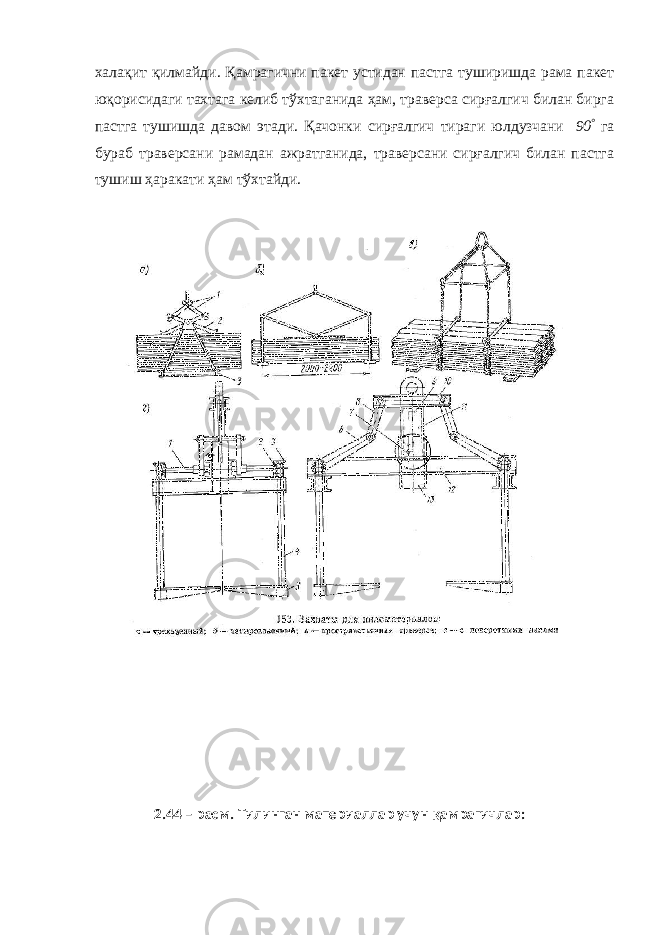
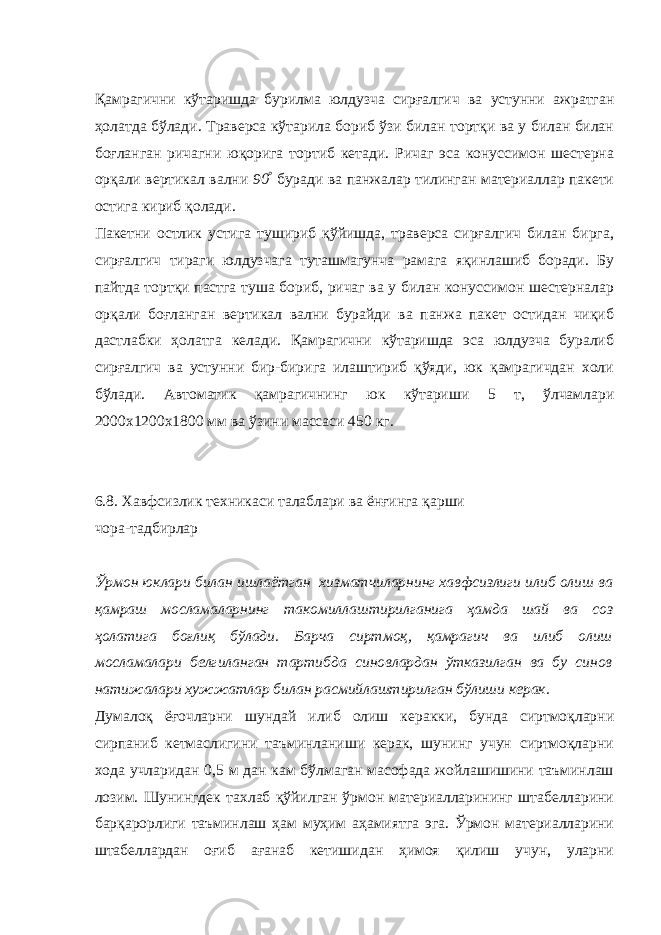
- Ўрмон юклари билан ортиш-тушириш ишлари ва омбор операцияларини комплекс механизациялаш ва автоматизациялаш
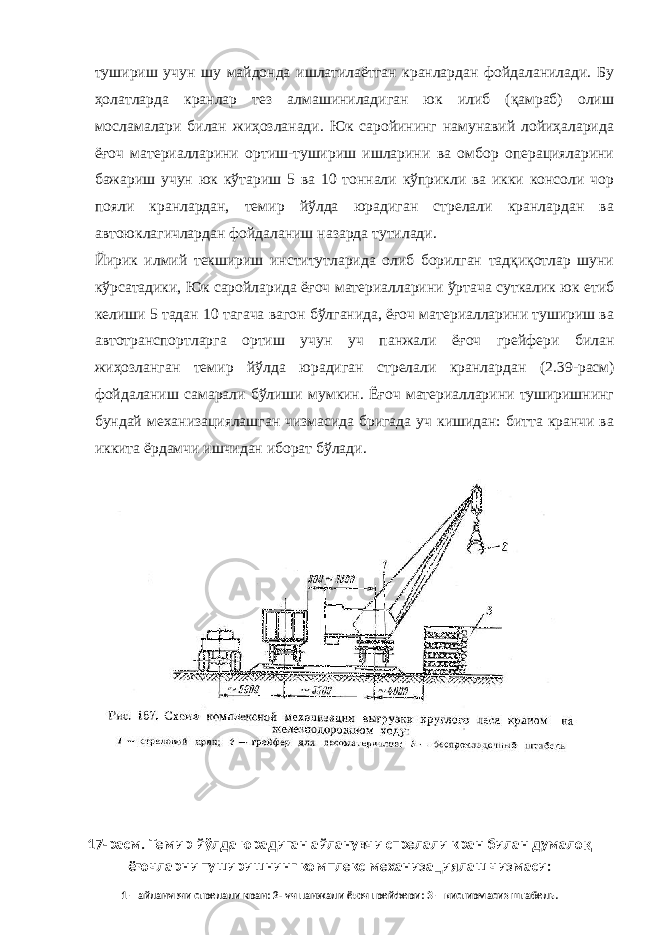
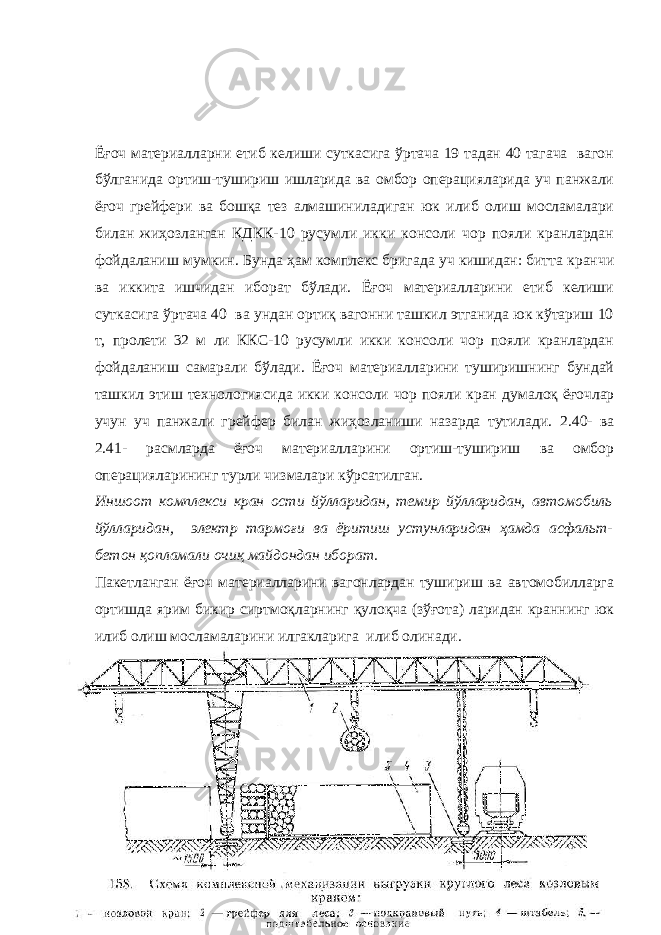
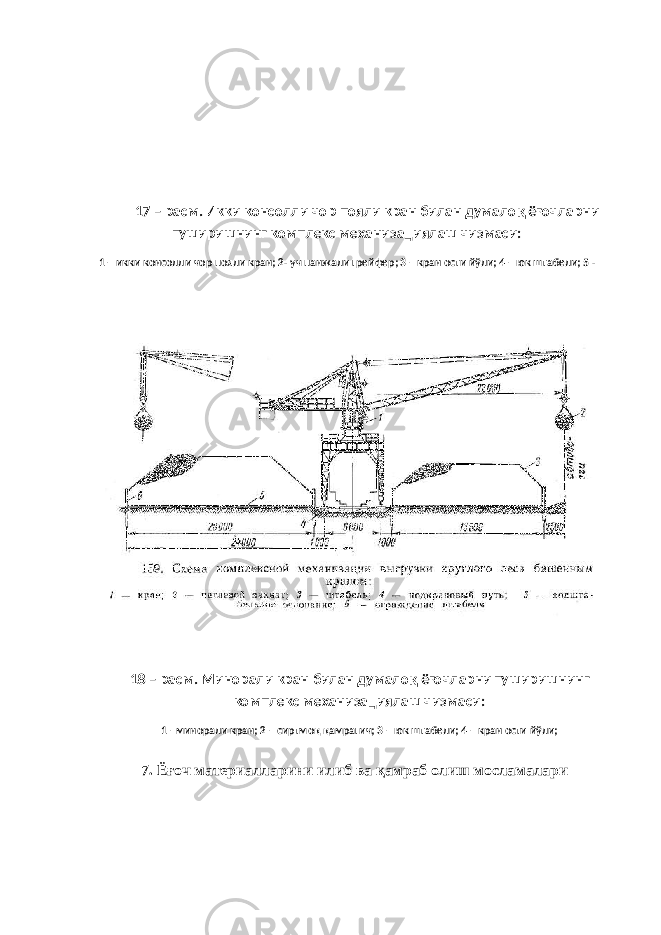
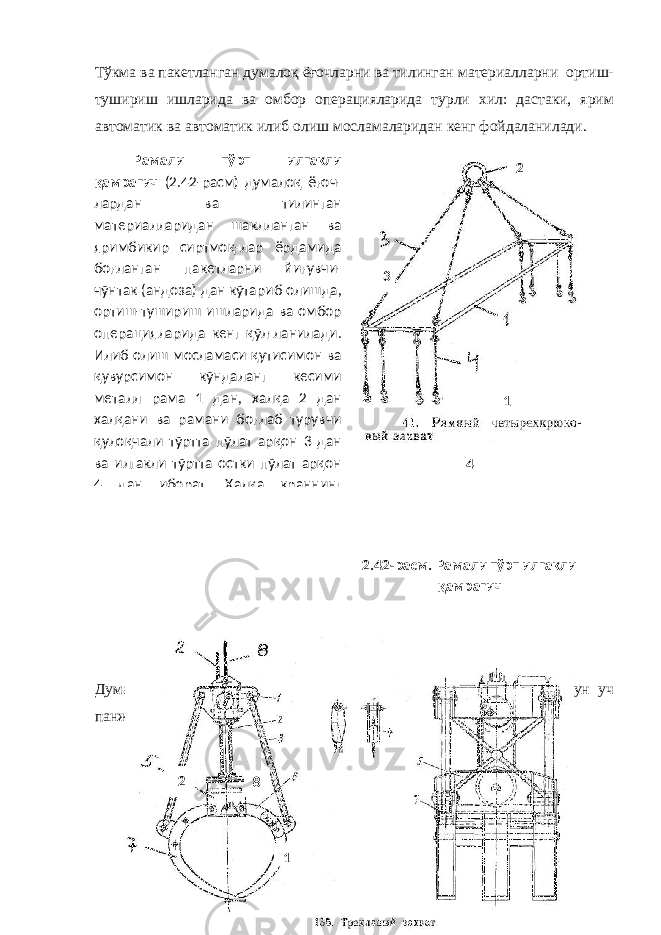
Ўрмон юклари билан ортиш-тушириш ишлари ва омбор операцияларини комплекс механизациялаш ва автоматизациялаш