Bosh sahifa
Referatlar
Materialshunoslik
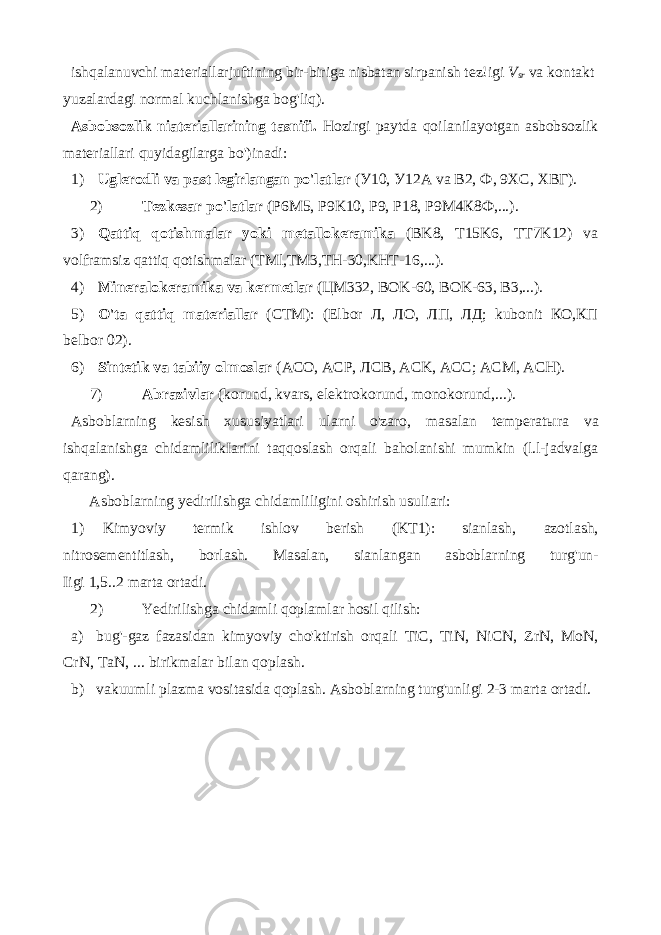
Metallarni kesib ishlash to'g'risida umumiy ma'lumotlar. Asbobsozlik materiallari
Metallarni kesib ishlash to'g'risida umumiy ma'lumotlar. Asbobsozlik materiallari
Yuklangan vaqt:
20.09.2019
Ko'chirishlar soni:
0
Hajmi:
101 KB
Ko'chirib olish
O'xshashlar
Asbobsozlik materiallari
Konstruktor materiallari
Metallarni kesishning optimal rejimlari
Metallarni gaz alangasida payvandlash
Metallarni kesish va kavsharlash