- Bosh sahifa
- Referatlar
- Materialshunoslik
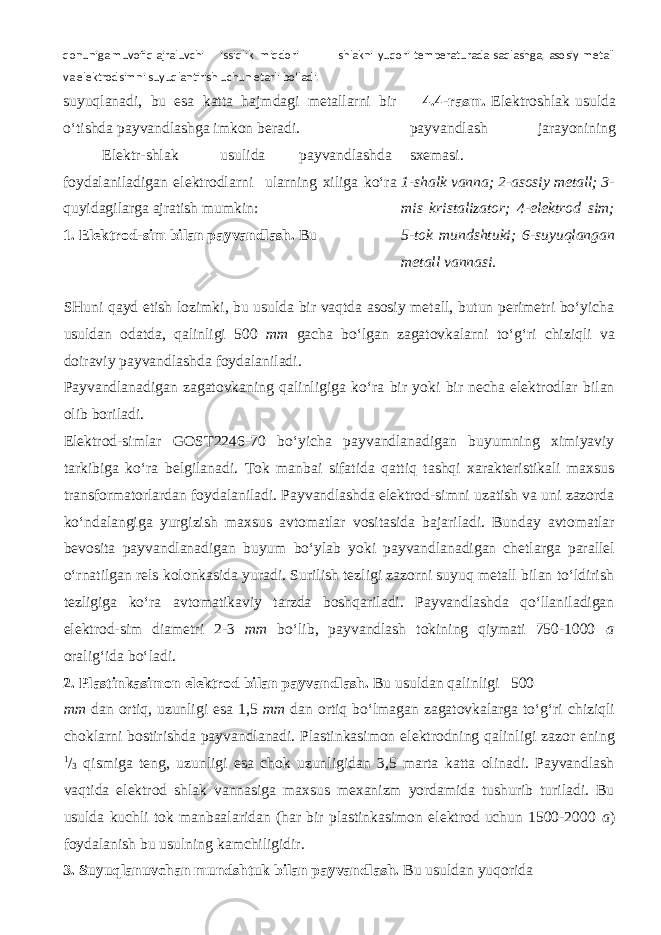
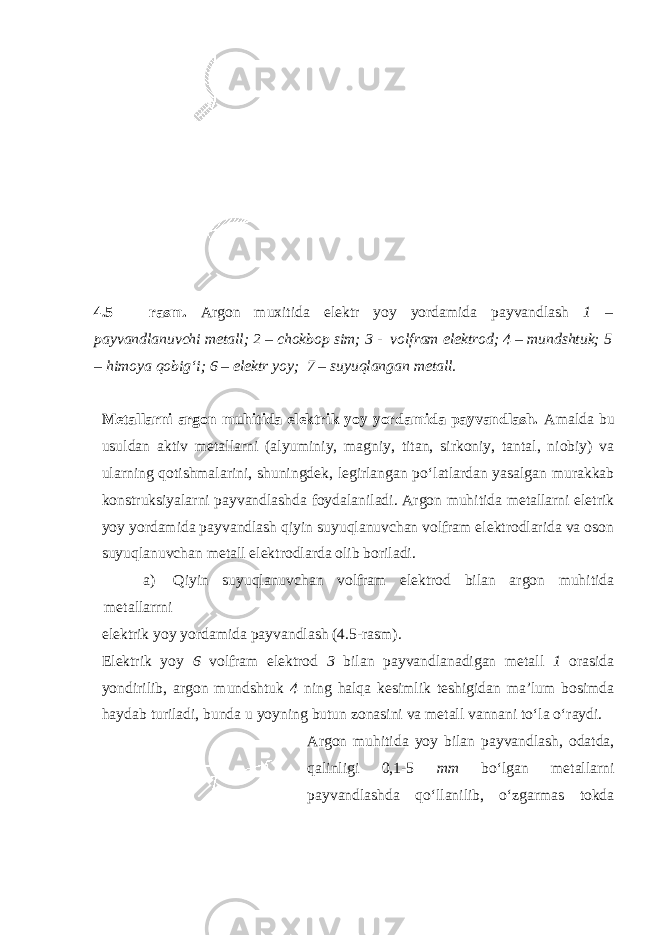
- Metallarni flyus qatlami ostida, shlak ostida, plazma yordamida, lazer yordamida, elektron nur va termit yordamida payvandlash
Metallarni flyus qatlami ostida, shlak ostida, plazma yordamida, lazer yordamida, elektron nur va termit yordamida payvandlash
Yuklangan vaqt:
20.09.2019