- Bosh sahifa
- Referatlar
- Mashinasozlik
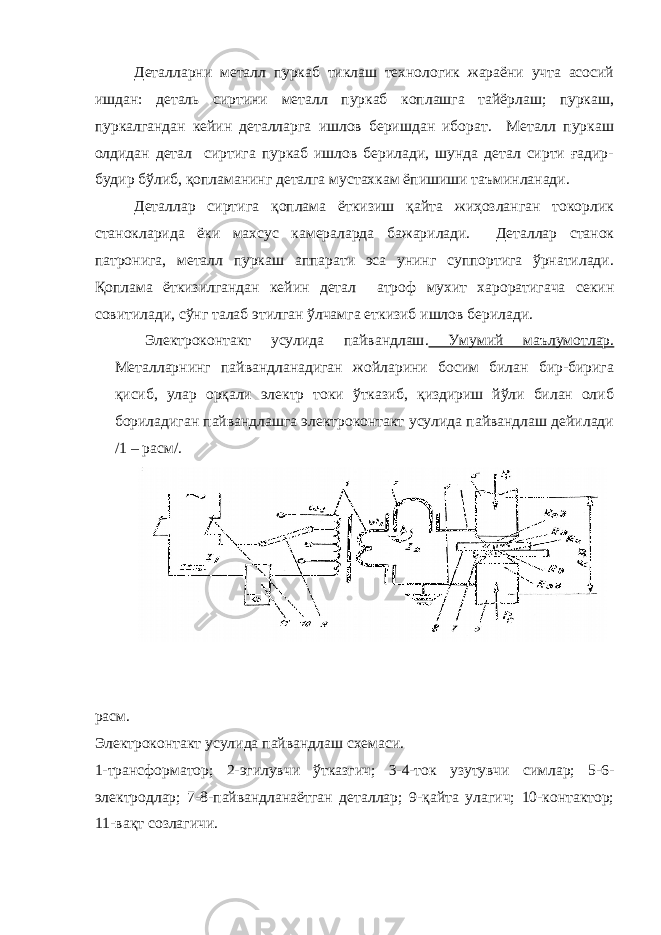
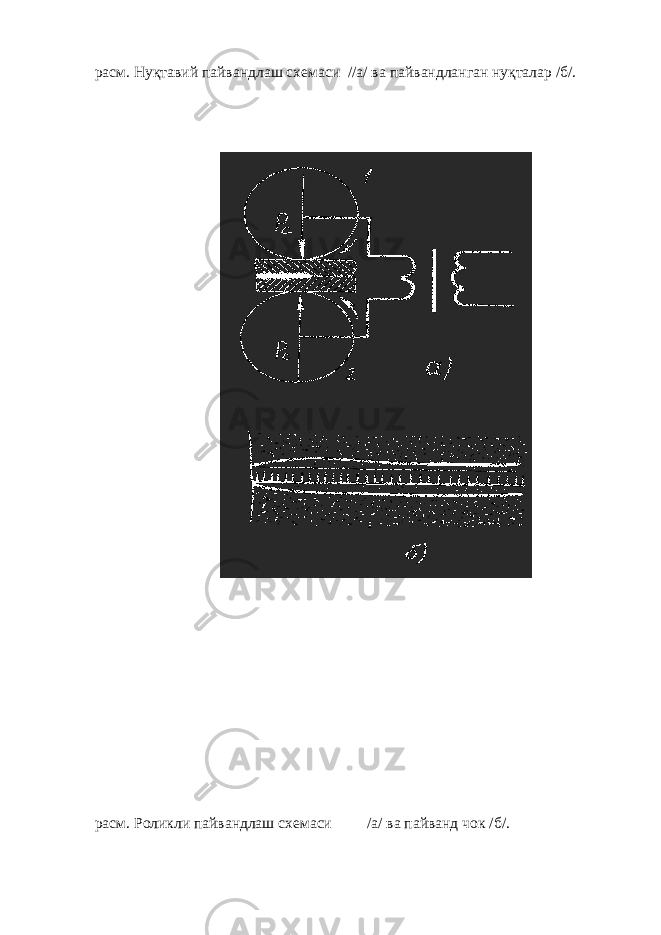
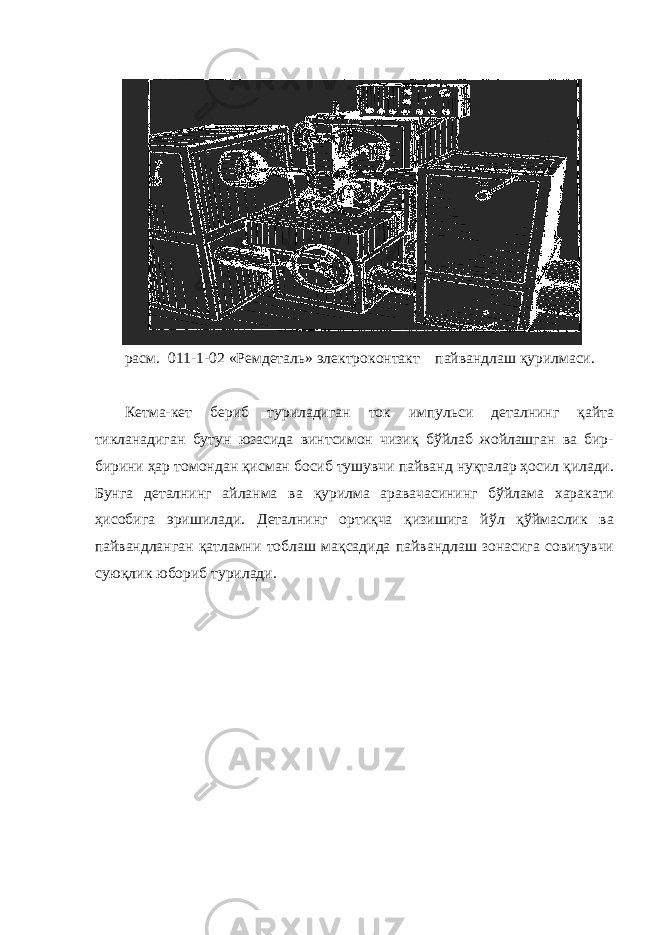
- Машина деталларини тиклаш усулларининг туркуми, механизациялаштирилган усулларда пайвандлаш ва эритиб қоплаш усуллари
Машина деталларини тиклаш усулларининг туркуми, механизациялаштирилган усулларда пайвандлаш ва эритиб қоплаш усуллари
Yuklangan vaqt:
20.09.2019