Bosh sahifa
Referatlar
Mashinasozlik
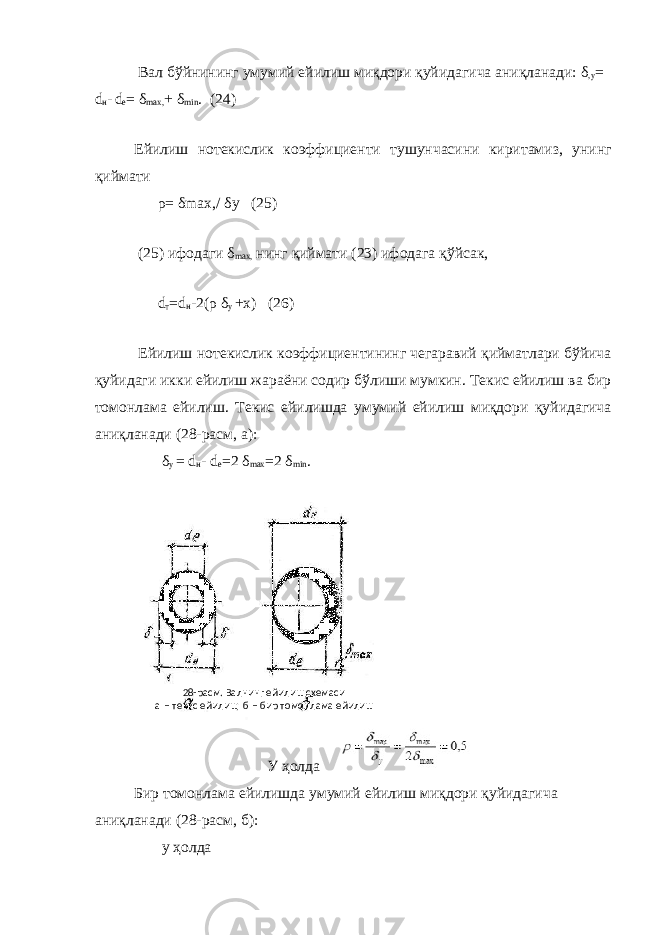
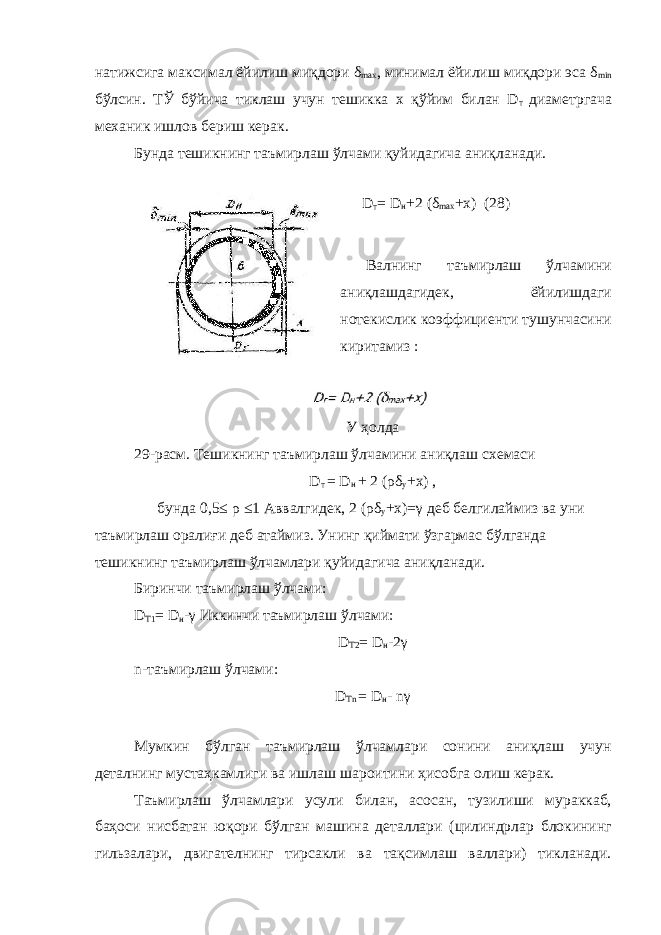
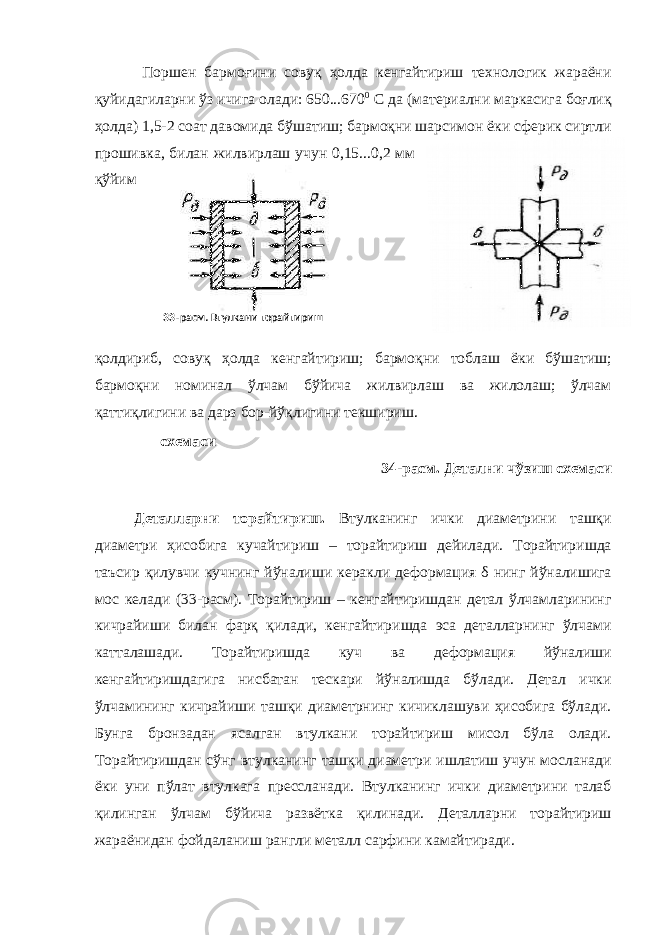
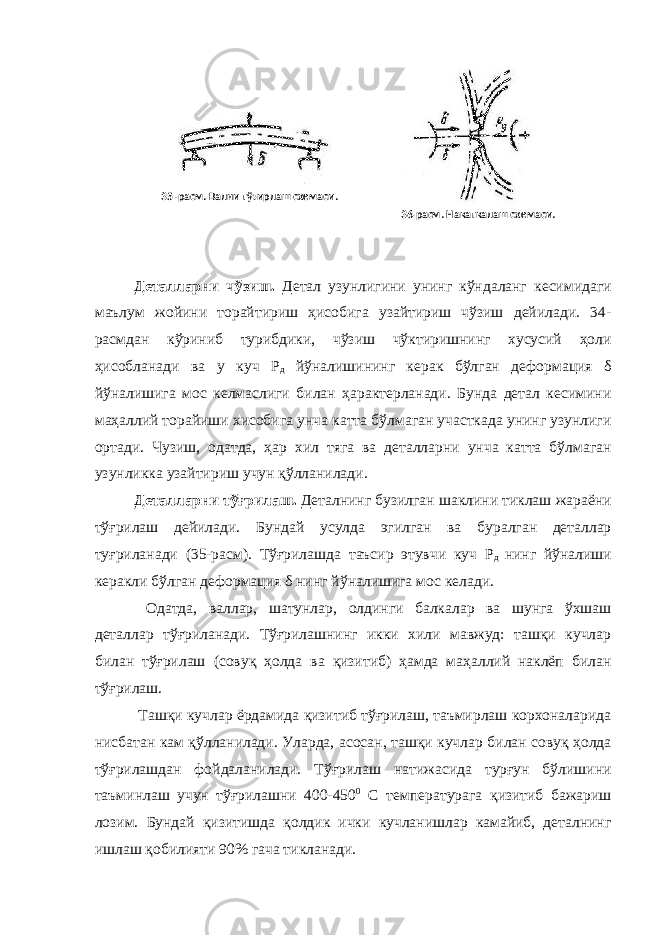
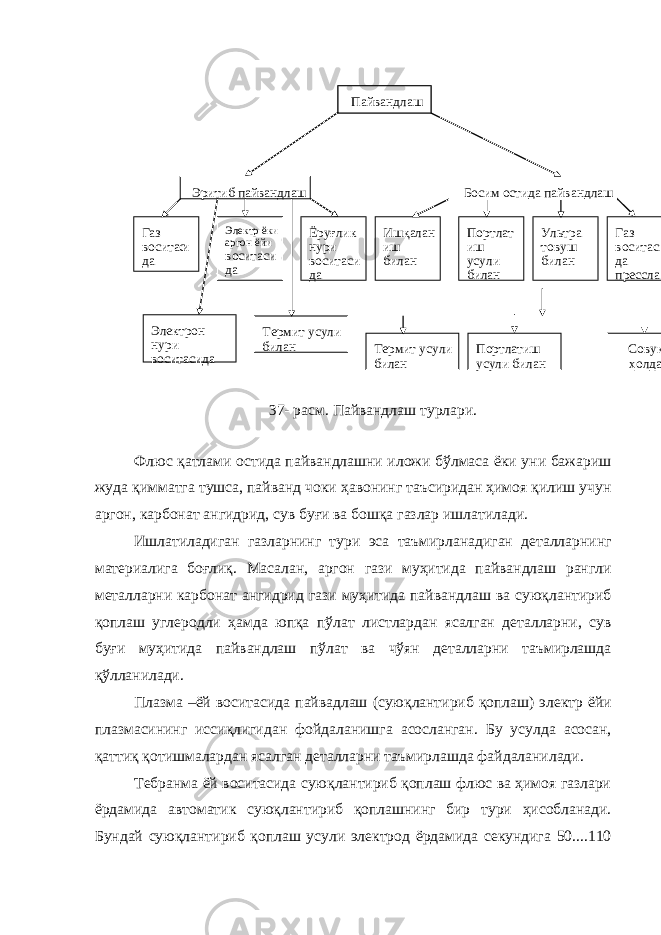
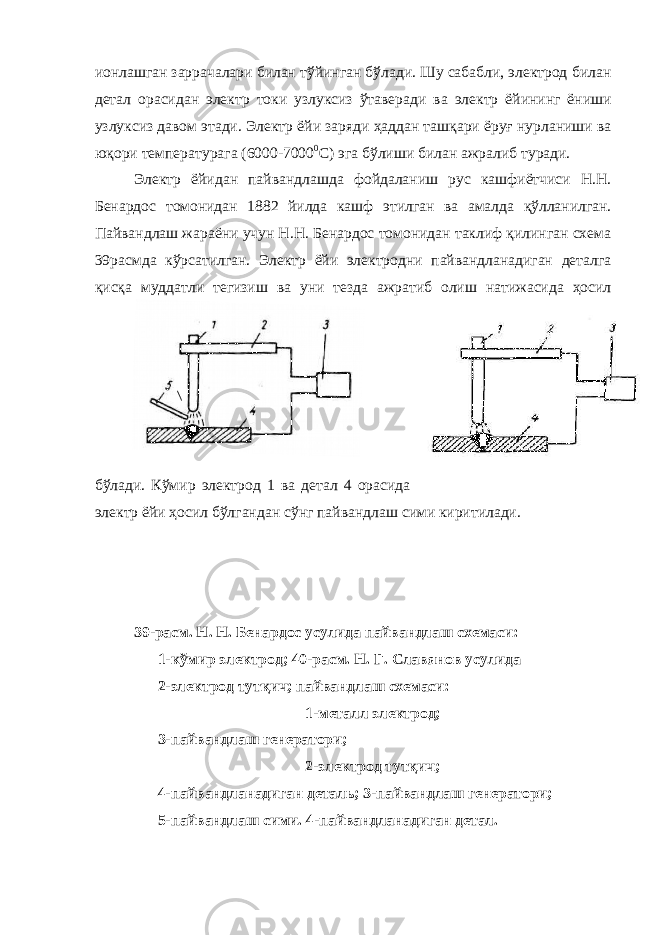
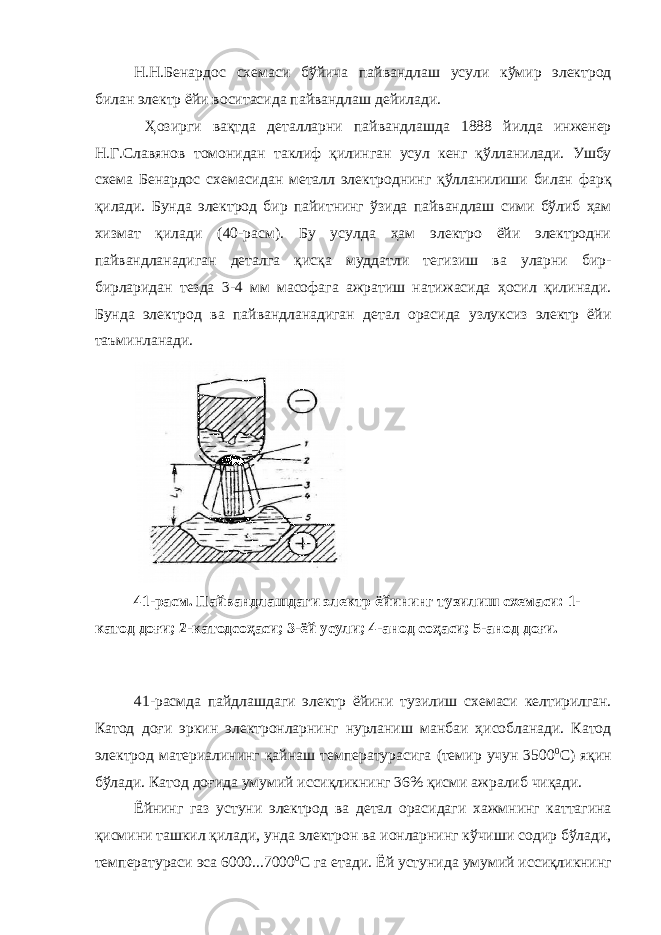
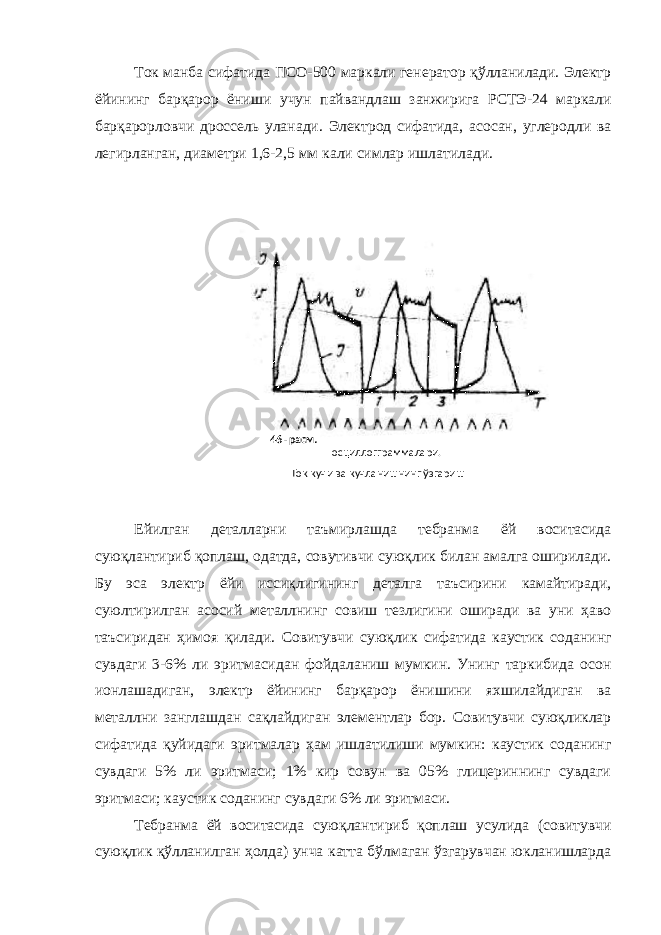
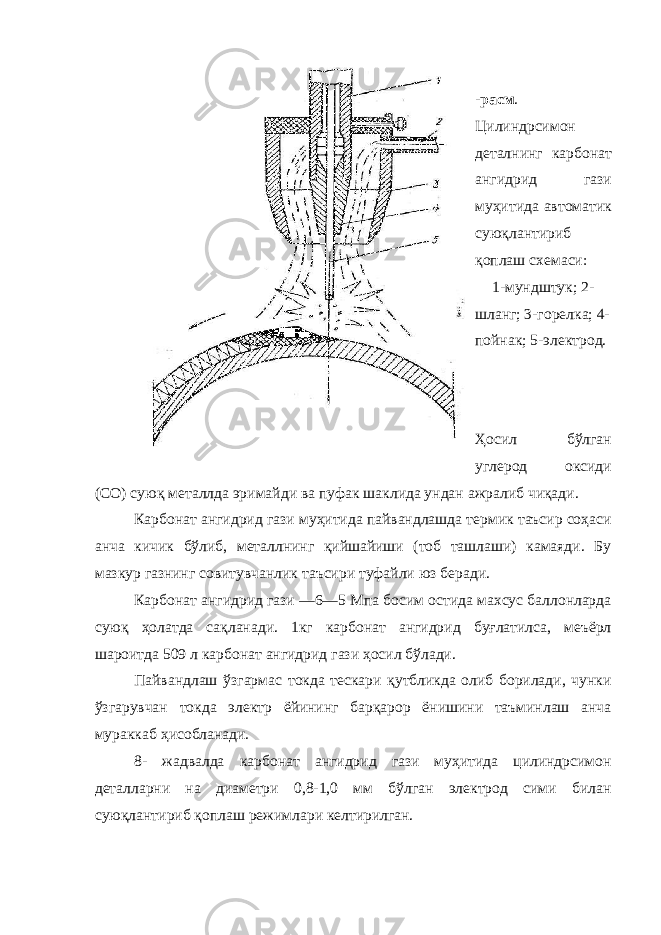
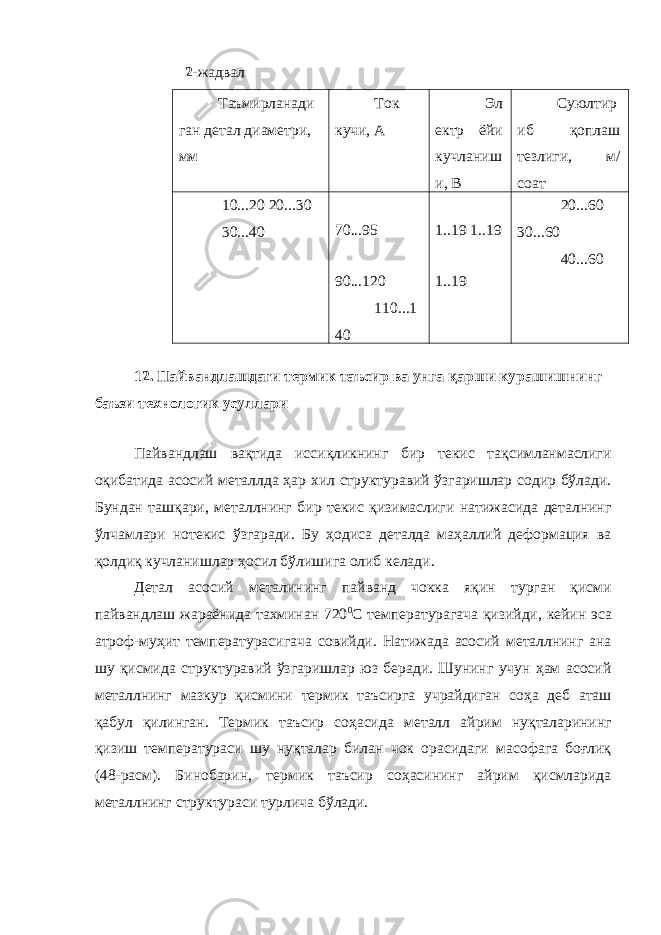
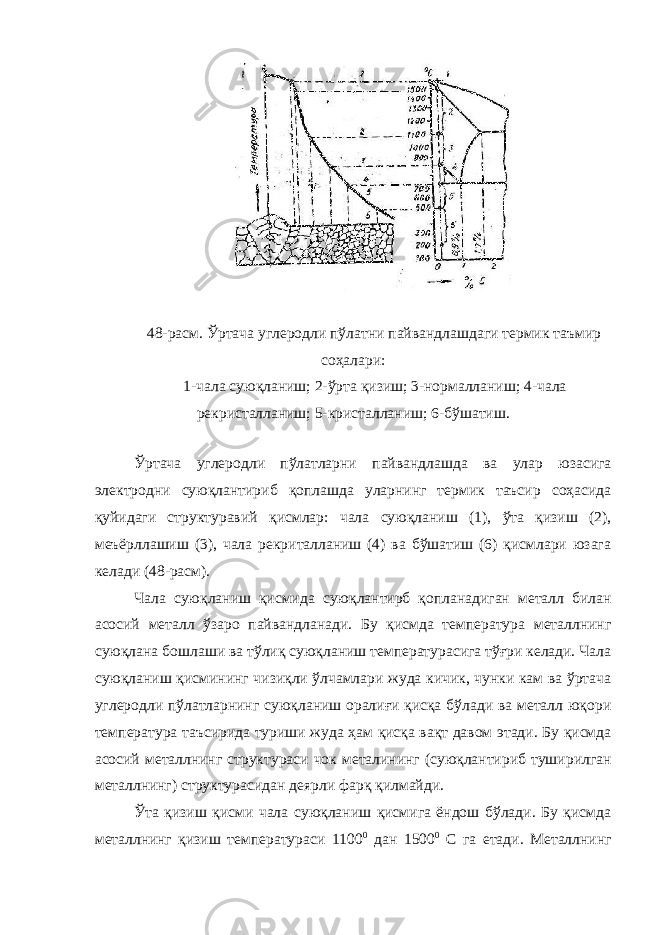
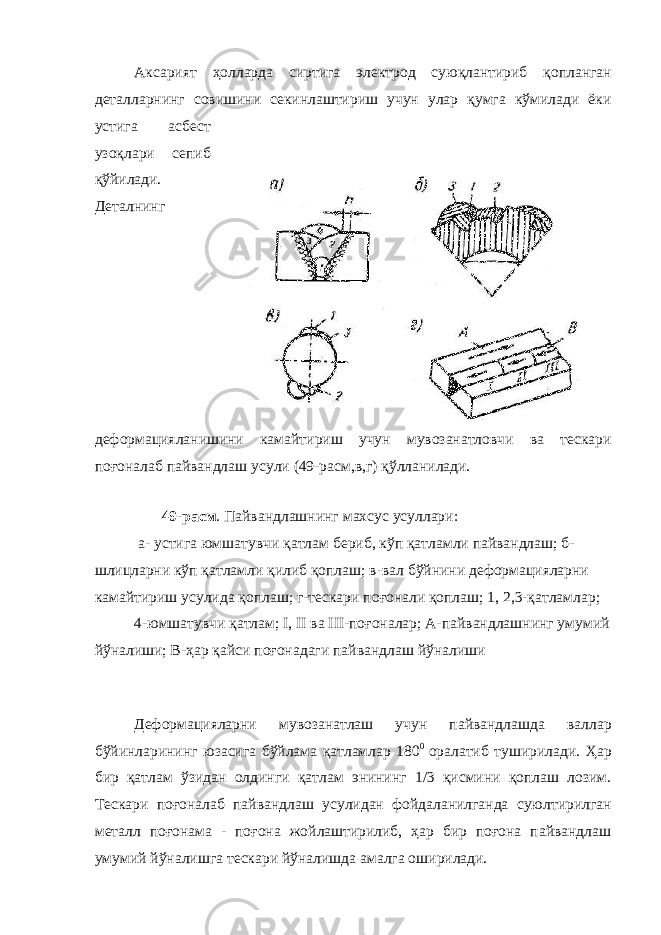
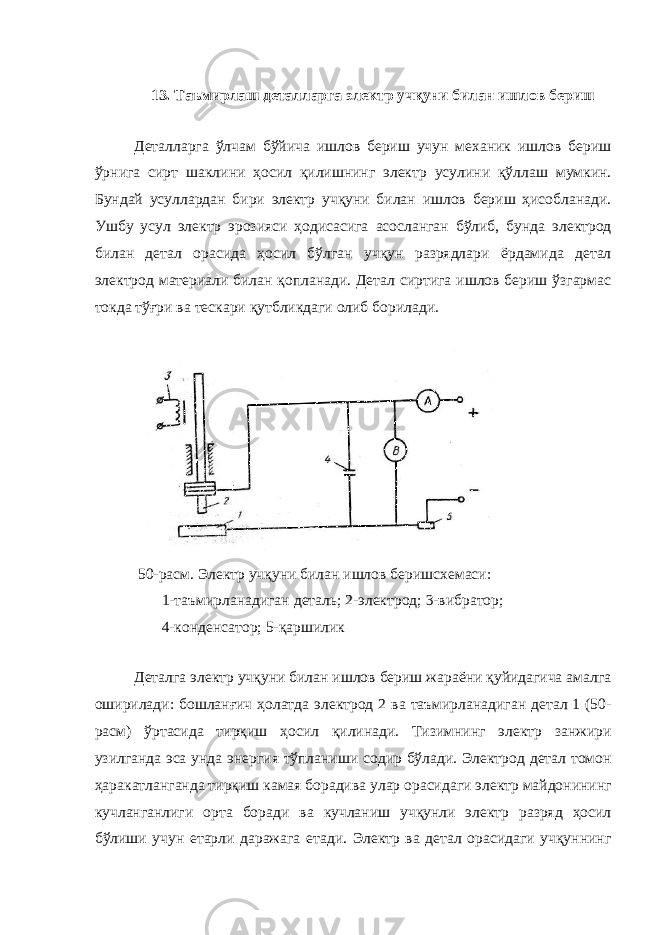
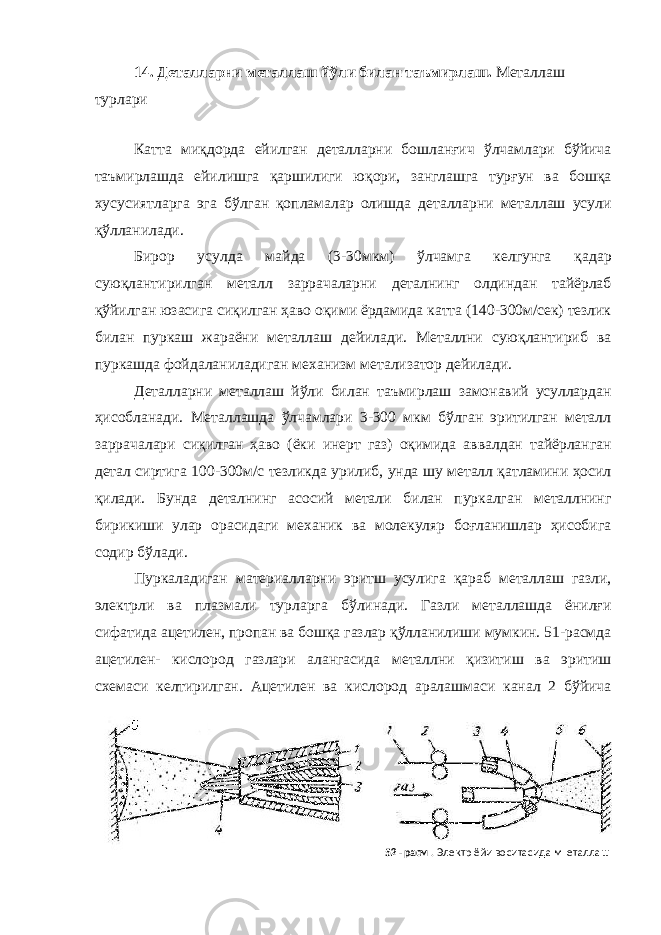
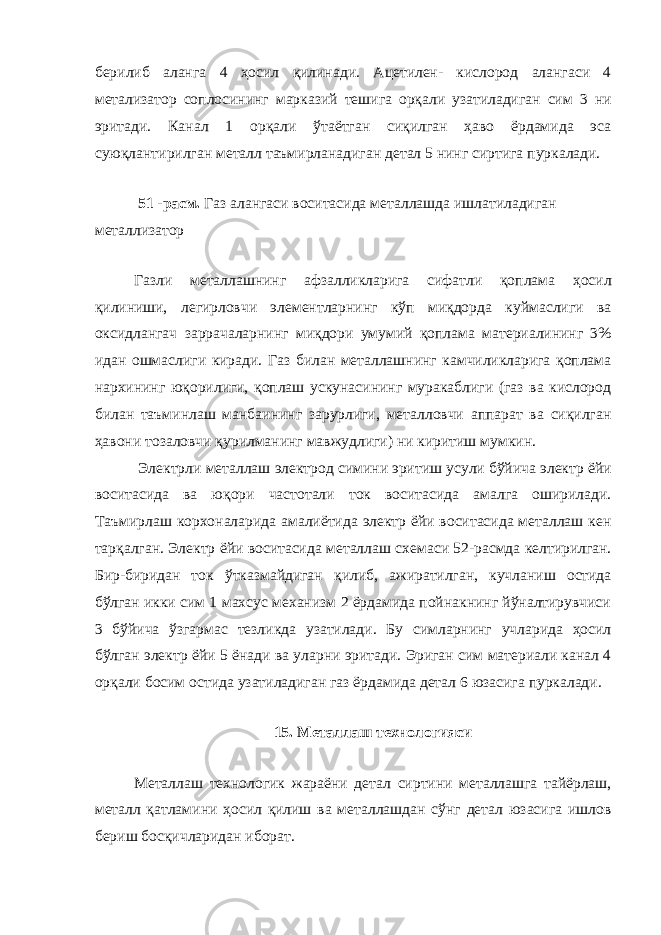
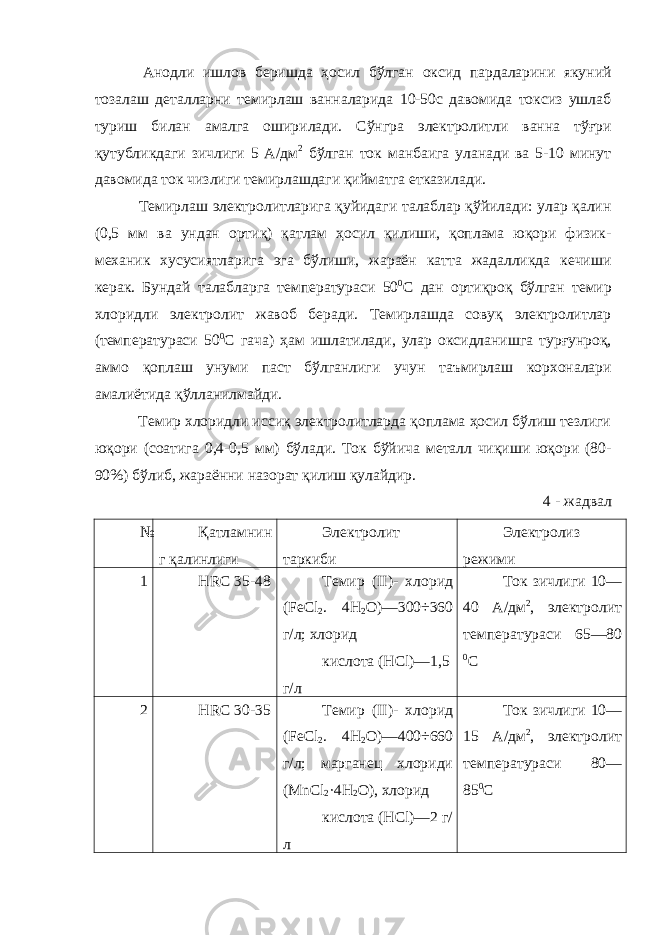
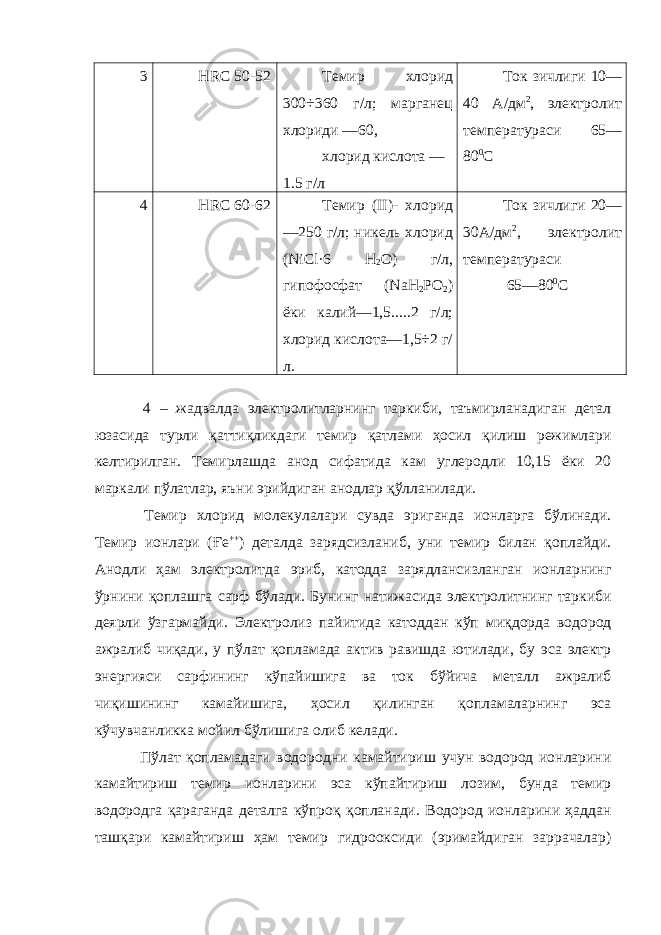
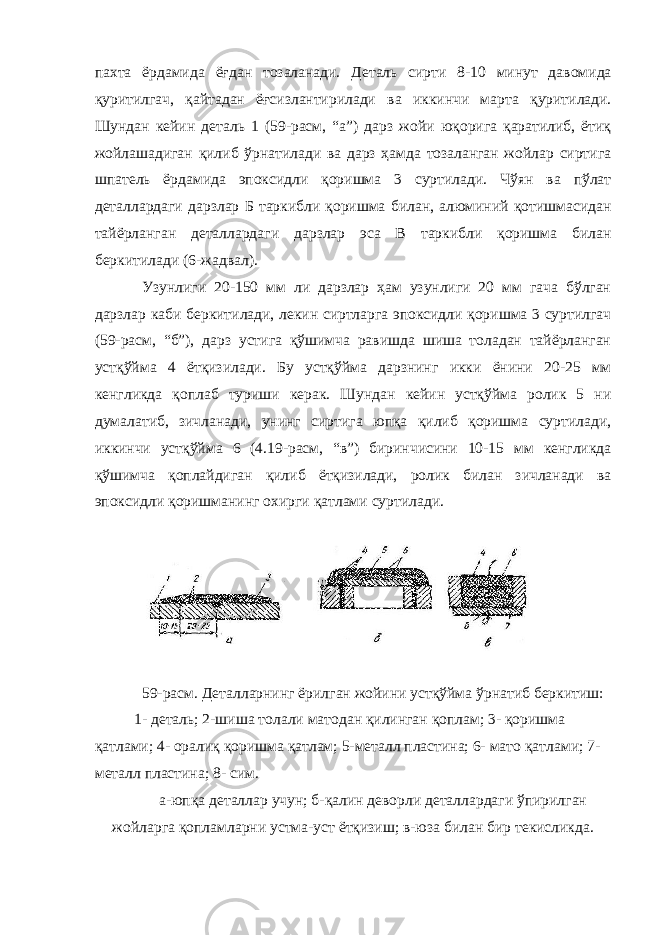
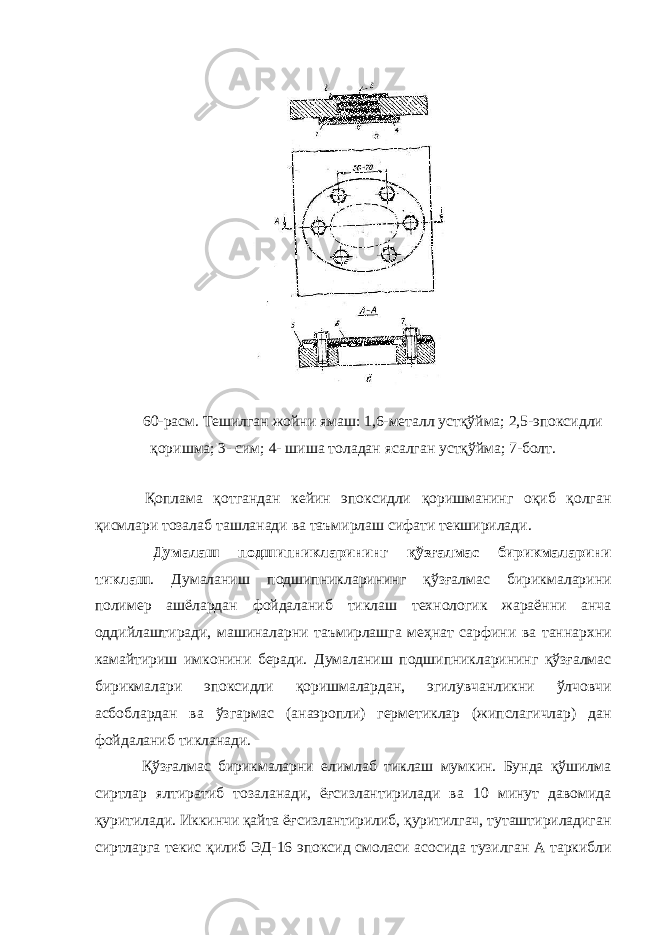
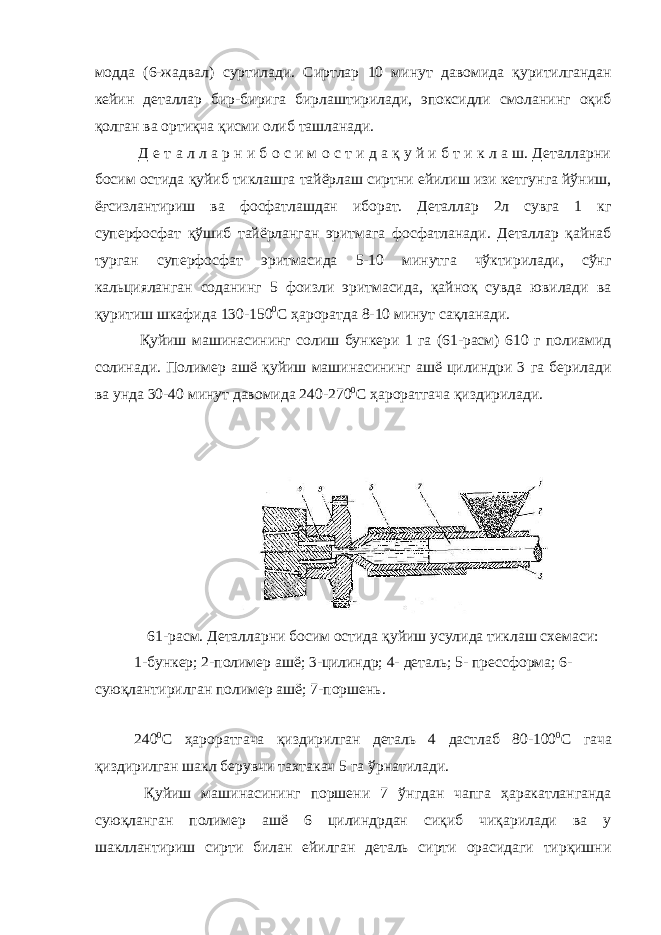
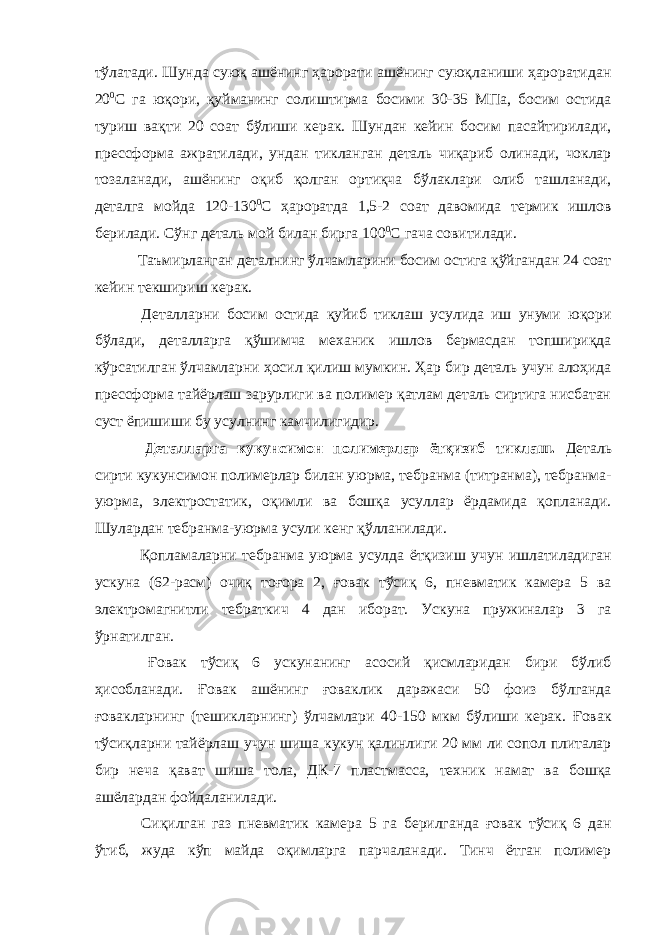
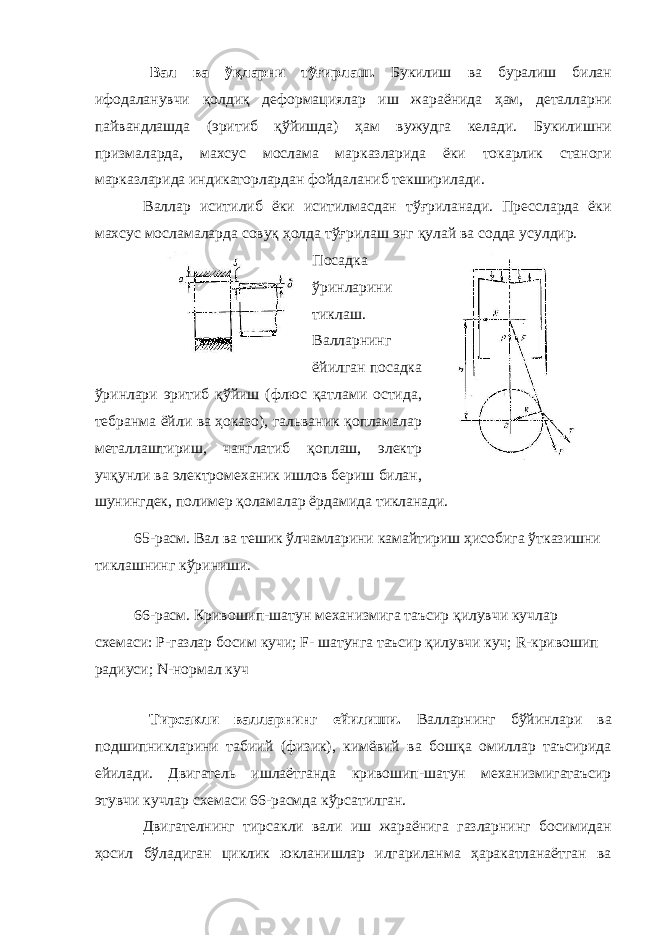
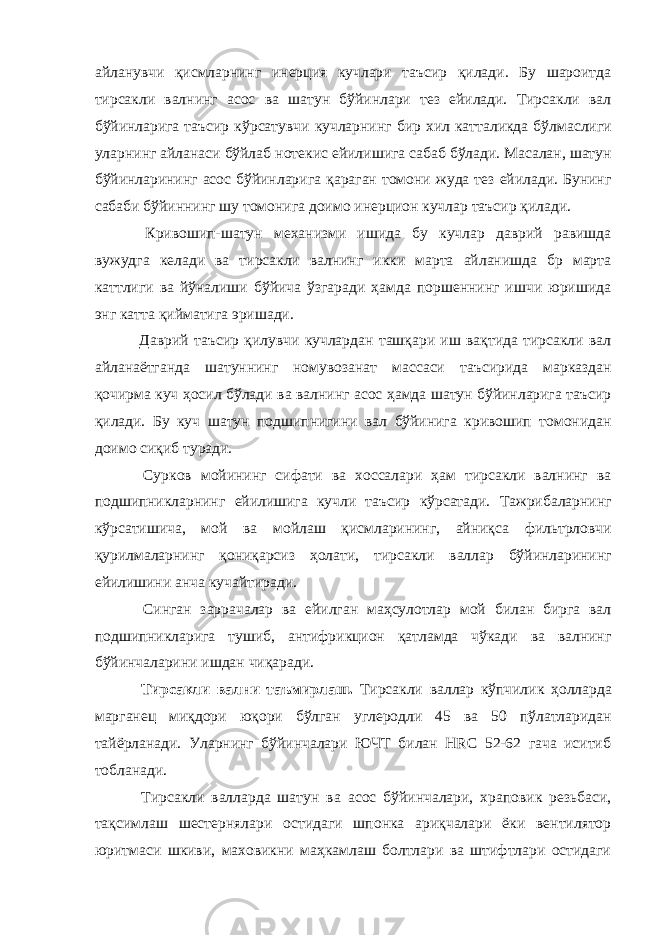
Машина деталларини таъмирлаш
Машина деталларини таъмирлаш
Yuklangan vaqt:
24.11.2022
Ko'chirishlar soni:
0
Hajmi:
2073.0703125 KB
Ko'chirib olish
O'xshashlar
Машина деталларини тиклаш усулларининг туркуми, механизациялаштирилган усулларда пайвандлаш ва эритиб қоплаш усуллари
Машина деталларининг бирикмалари
Машина ва механизмларнинг типик бирикмаларини йигиш
Саноат машина ва жиҳозлари тўғрисида умумий маълумотлар
Таъмирланган машиналарнинг сифатини ва ишончлилигини таъминлаш