Bosh sahifa
Referatlar
Mashinasozlik
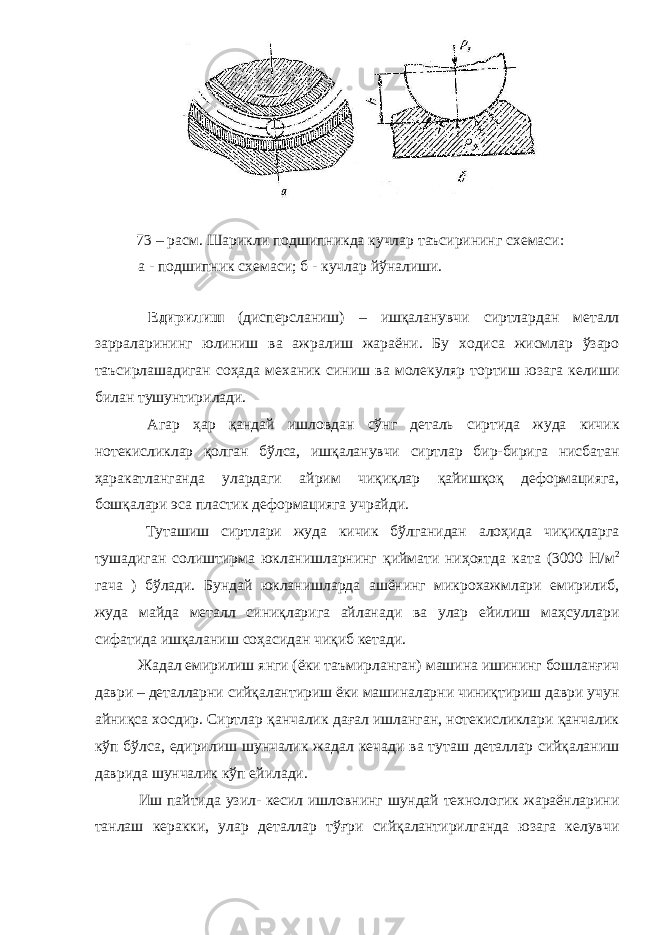
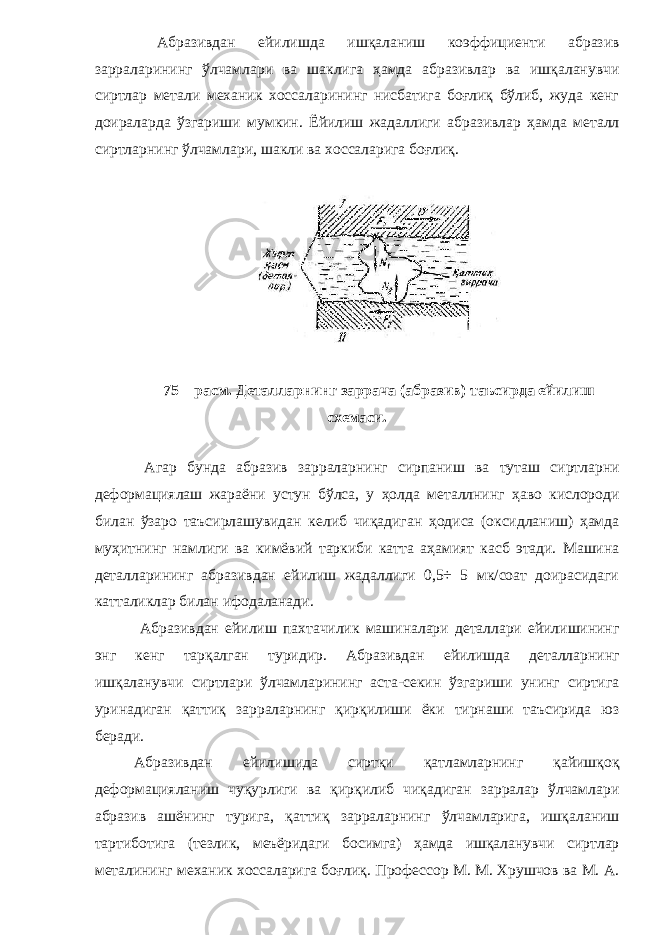
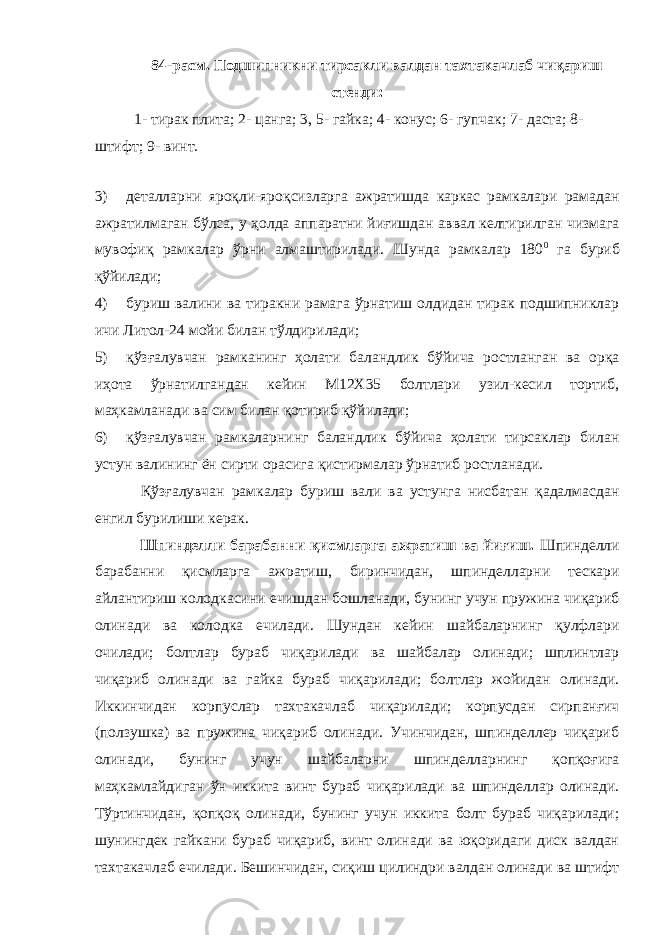
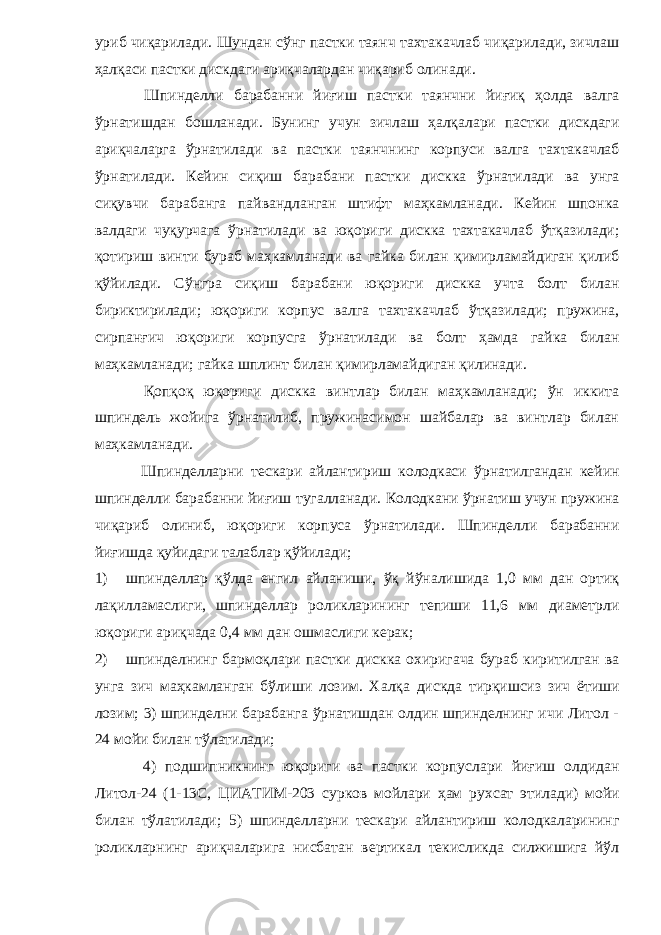
Саноат машина ва жиҳозлари тўғрисида умумий маълумотлар
Саноат машина ва жиҳозлари тўғрисида умумий маълумотлар
Yuklangan vaqt:
24.11.2022
Ko'chirishlar soni:
0
Hajmi:
952.693359375 KB
Ko'chirib olish
O'xshashlar
Саноат корхоналарида материалларни транспортловчи воситалар ҳакида умумий маълумотлар
Валлар ва ўқлар. Умумий маълумотлар
Меҳнат гигиенаси ва саноат cанитариясининг умумий асослари
Машина қисмларини ҳисоблаш ва лойиҳалашга доир умумий масалалар
Машина деталлари хисоблаш ва лойихалашга доир умумий масалалар