- Bosh sahifa
- Referatlar
- Suv xo'jaligi
- Гидротехника иншоотлари элементларининг занглашига ва биологик қопланишига қарши кураш чора тарбирлар
Гидротехника иншоотлари элементларининг занглашига ва биологик қопланишига қарши кураш чора тарбирлар
Yuklangan vaqt:
29.10.2019
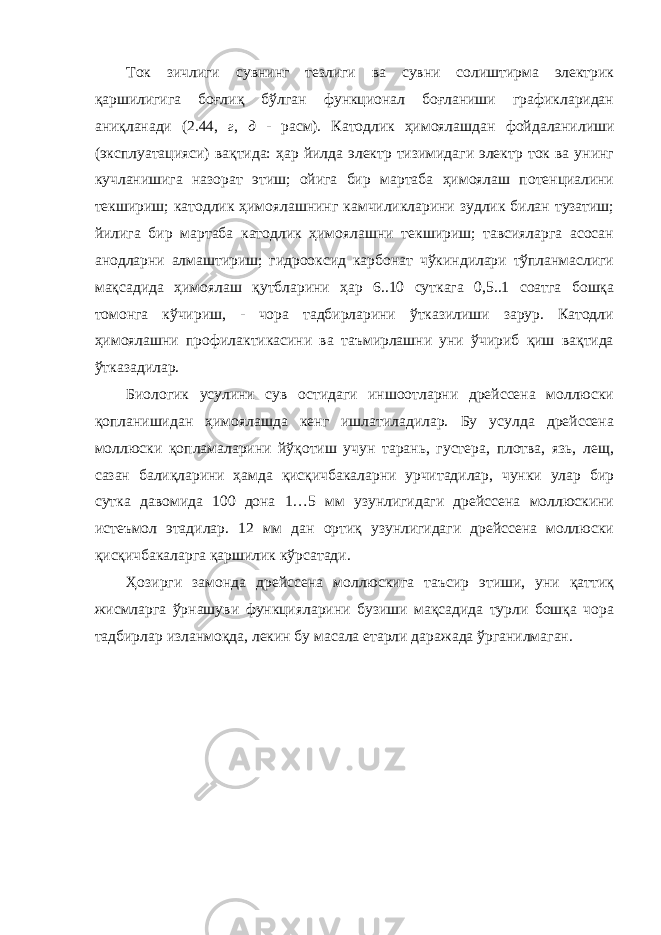
![2.43 – расм . Металл занглашнинг турлари: а – текис; б – нотекис; в – танлов-структуралик; г – доғланган; д – яраланган; е – нуқталик; ж – кристаллар орасидаги; з – кристаллар ичидаги; и – юзанинг остидаги. Кузатувлар бўйича, металлдан ясалган юзанинг устидан сув оқимининг тезлиги 0 дан 1м/с гача ошуви билан, занглаш интенсивлиги тахминан сув оқими ошишига пропорционал даражада ортади. Даугава дарёсидаги кузатувлар натижалари бўйича 2 м/с га яқин бўлган сув оқимининг тезлигида пўлат металлнинг занглаш интенсивлиги ҳаракатсиз сувдаги занглаш интенсивлигига нисбатан 2 мартаба юқорироқ бўлади [9]. Шу билан бирга, айрим ҳолатларида, аксинча занглаш интенсивлиги ҳаракат этувчи суюқликда пасаяди. Бу масала ҳозирги вақтида етарли даражада ўрганилмаган. Илмий тадқиқот институтларида (масалан, “ВНИИГ”) ўтказилган тадқиқотларига асосан, амалда 1 йилда 0,01..0,02 мм текис ривожланадиган занглаш (тажрибада хавфсиз) ва фойдаланилиши (эксплуатацияси) бошида 1 йилда 1 мм гача етадиган, кейинги йилларда 1 йилга 0,3...0,4 мм ўлчамигача текисланиб ўтадиган кескин ривожланадиган занглаш мавжуд бўлади. Кимёвий ва электрокимёвий занглашларидан ташқари ҳамда сув муҳитида яшовчи микроорганизм (микрожонивор)лар вужудга келтирадиган биологик занглаш пайдо бўлади. Занглашни яратувчи хавфли бактериялар аэробли ва анаэробли бактерияларга бўлинадилар.](/data/documents/f687a3b6-5bfa-4fcd-9042-ad83ced1e497/page-3.png)
![Аэробли бактериялар кислород бўлган муҳитида ривожланадилар. Анаэробли бактериялар кислород бўлмаган муҳитда ривожланадилар. Биологик занглашга сабабчи бўлган бошқа хавфли бактериялар ҳам мавжуд бўлади [10]. Занглашга қарши ҳимоялаш иншоотлар элементларининг хизмат этиши муддатини сақлайди ва давомлаштиради, гидравлик йўқолишларини пасайтиради ва иншоотнинг эстетик кўринишини яхшилайди. Металлоконструкциялар хизмат этиши муддатининг узайтирилиши уч гуруҳ: металл юзасини агрессив (зарарли) муҳит таъсиридан ажратилиши (изоляция этиши); дезактивация (активлигини пасайтириши, йўқотиши) билан агрессив муҳитни ишлов берилиши; оксидлашини, демак занглашини тўлиқ йўқотадиган ёки кучли пасаядиган металлдаги энергетик ҳолатини яратиш, - усулларига ажратилади. Биринчи гуруҳ тўрт: металлни юзасини металлга бефарқ, атрофдаги муҳитга ва металл ўзига кимё томонидан инертлик бўлган ва металл билан яхши бириктириладиган қатламига (бўёқлар, лаклар, эмальлар ва ҳоказоларга) қоплаш (гидротехникада бу усул кенг қўлланилади); металлни яхши бириктириладиган хусусиятига эга бўлган кам эритиладиган маҳсулотлар билан қоплаш (фосфатлаш, анодлаш ва бошқалар) (улар ғовакли бўлиши учун уларнинг ҳимоялаш хусусиятлари унча юқори эмас); ҳимояланган металл юзасига мавжуд бўлган муҳитга нисбатан занглашга қарши, зич, юпқадан юпқа калинлигидаги металлни қоплаш (цинк, никель, хром, алюминий қатлами билан қоплаш); металлнинг бошқа мавжуд бўлган муҳитга нисбатан пассивроқ металл билан легировкалаштириш (буни натижасида легировка металлни хусусиятларига эга бўлган янги қоришма пайдо бўлади, масалан, занглашга қарши пўлатни бундай қилиб яратадилар), - усулларидан иборат. Иккинчи гуруҳ иккита: сувни махсус ишлов берилиши асосида оксиднинг таркибий даражасини пасайтирилиши (иссиқлик энергетикасида ишлатилади); агрессив муҳитга занглаш ингибиторлари (занглаш](/data/documents/f687a3b6-5bfa-4fcd-9042-ad83ced1e497/page-4.png)
![Илгаридаги бўёқлардан тозалашда турли ювиб кетказиш воситаларидан фойдаланадилар. Республикамиз гидротехник қурилишида қумжилғалик тозалаш санитар – гигиеник мулоҳазаларидан сийрак фойдаланилади. Гидроқумжилғалик тозаловчи махсус қурилма ишлаганида гидроабразив аралашмасини эжекторлик ускунаси ёки дам берадиган насос ёрдамида 0,5...0,6 МПА босими остида сиқилган ҳавони сопло (конус найча)дан тозалашга мўлжалланган юзага сочадилар. Абразив материали сифатида қум ишлатилади. Бу усулдан фойдаланилиши хавфи камроқ деб ҳисобланади. Чет элларда қумни майдаланган бор карбиди, кремний карбиди ёки махсус шлакларга алмаштирадилар [10]. Гидроқумжилғалик тозаловчи махсус қурилманинг унумдорлиги даражаси 15...20 м 2 /с етади, шунинг учун унинг кўп ўлчамли майдонлари учун ишлатадилар. Бу қурилмалар: қиш пайтида очиқ ҳаво шароитида фойдаланилиши мумкин бўлмаслиги, абразив материали фракциялик таркибига юқори талаблар қўйилиши, мурракаб санитар – гигиеналик шароитлари, ён атрофдаги машиналар, механизмларнинг ифлосланилиши ва ишлов берилишидан сўнг металлнинг тез орада занглаши, - камчиликларидан иборат. Айтиб ўтилган камчиликларнинг бир қисми дробжилғалик ва дробсочадиган қурилмалари ишлатилишида кузатилмайди. Дробжилғалик ва дробсочадиган қурилмаларида металлик қум (думалоқ ёки бурчаксимон майда ўлчамли дробь), қуйилган чўяндан дробь (ДЧЛ), қуйилган пўлатдан дробь (ДСЛ), майдаланган чўян бўлакларидан дробь (ДЧК), майдаланган пўлат сим бўлакчаларидан дробь (ДСР) ишлатилади. Иш бажарилиши жараёнида тозаланадиган юзасига 100...200 г/м 2 дробь сарфланади. Занглашдан тозалаш дробжилғалик тўппонча ПД - 1, унинг унумдорлиги 1… 2 м 2 /соат, ва бошқа “Каскад”, “Ураган” туридаги аппаратлар ёрдамида бажарилади. Чегараланган иш ҳажмида юзаларини бўёқлар ва занглашдан тозалаш қўлда ишлатиладиган механизацияланган асбоблари, эски бўёқларни, қалин зич занглаган қатламаларини ёки куйган металл қолдиқларини тозалаш пневматик тутам болғачалари, эски бўёқлар ва](/data/documents/f687a3b6-5bfa-4fcd-9042-ad83ced1e497/page-6.png)
![Занглашни ўзгартирувчилари қаторига, масалан, ортофосфор кислоталик бирикмалари, тиксотроплик фосфат грунтлик бирикмалари ва бошқалар кирадилар [10]. Металоконструкцияларни занглашдан тозалашдан сўнг, мойдан тозалайдилар, қурутадилар, бундан сўнг уларни юзаларини грунтлик бирикмалари билан қоплайдилар ва электрик ёки пневматик бўёқпультлари, чўтка ёки валиклар ёрдамида бўяшади. С ув остида жойлашган металлоконструкцияларни фойдаланилиши (эксплуатацияси) шароитларида, уларнинг юзаларини бир - икки қават ХВ - 050, МРТУ-6-10-934-70 грунтлик бирикмалари билан қоплайдилар ва уч қаватлик ХВ – 785 ва бошқа турдаги бўёққа бўяшади. О чиқ ҳавода жойлашган металлоконструкцияларни фойдаланилиши (эксплуатацияси) шароитларида уларнинг юзасини бир - икки қават ГФ – 020 ва бошқа грунтлик бирикмалари билан қоплайдилар ва икки қават ХВ+24 ва бошқа турдаги эмаль билан бўяшади. Ё пилган хоналарида жойлашган металлоконструкцияларни фойдаланилиши (эксплуатацияси) шароитларида уларнинг юзасини бир қават ГФ – 020 ва бошқа грунтлик бирикмалари билан қоплайдилар ва икки қават ПФ-115 ва бошқа турдаги эмаль билан бўяшади. Кўрсатилган бўёқлар турлари бошқа уларга ўхшаган ёки яхшиланган хусусиятидаги энг замонавий бўёқларларига алмаштирилиши мумкин.](/data/documents/f687a3b6-5bfa-4fcd-9042-ad83ced1e497/page-8.png)
![Катод воситасидаги ҳимоялашнинг асосий масаласи анодни тўғри яратиш ва жойлаштиришидир. Одатда анодни стационар (доимий) равишда мустаҳкамланишига имконият бўладиган жойларда ўрнатадилар (металлоконструкцияларда, темир бетонлик деворларда ва ҳоказо). Қалин муз пайдо бўлиши эҳтимоли бўлган шароитларида затворни ҳимоя қилиш учун анодларни затворнинг босимли тарафида горизонталь ёки вертикаль жойлаштириб ўрнатадилар [11], ажратувчи устунларига эга бўлган сув қабул этувчи иншоотлар ахлат ушловчи панжараларини ҳимоялаш учун эса анодни устунларда жойлашадилар. Затворлар музланиш хавфи бўлмаганида, затвор қобиғидан 0,2…0,5 метрга нарироқ ўрнатилган вертикаль жойлашган анодларни ишлатадилар (2.44, б , в - расмлар). Босимли қувурларда анодлар қувурнинг ичида ҳамма унинг узунлиги бўйича қувур периметри орқали бир текисда жойлаштирилади. Катодли ҳимоя этилиши масаласи тўғрисида тўлиқроқ даражада маълумотлар адабиётда берилган [11]. Биологик қопламалари пайдо бўлиши билан кураш Сувда яшовчи ўсимлик ва ҳайвоний организм (жонивор)лар орасида сунъий яратилган нарсаларда, масалан, гидротехника иншоотлари элементларида ўрнашиб яшашга мосланган гуруҳи бор. Улар гидротехника иншоотлари элементларида ўрнашган ҳолда яшаб ривожланадилар ва кўпайиб уларнинг юзасида биологик қопламаларини яратадилар. Бу ҳодиса иншоотларнинг биологик қопламалари пайдо бўлиши деб аталади. Одатда биологик қопламалари панжараларга, затворларга, сув ўтказгичларга, қувурларга, спираль камераларга ва ҳоказоларга мустаҳкам ўрнашиб яшайдиган турли микроорганизм (микрожонивор)лар мажмуаси (комплекси)ни ташкил этади. Уларнинг биомассаси айрим ҳолларда 20..30 кг/ м 2 вазмин зичлигигача етади. Улар орасидаги энг кўпроқ учрайдиган тирик микрожониворлардан бу дрейссена моллюски - чиғаноқ билан қопланган юмшоқ танли умуртқасиз жонивор, чиғаноғи 15…50 мм узунлигига эгадир.](/data/documents/f687a3b6-5bfa-4fcd-9042-ad83ced1e497/page-10.png)
![Д рейссена моллюскларнинг кўпайиши +11 0 С ҳароратидан юқорироқ ҳароратда амалга ошади, эндигина тухумларидан чиққан қурт (личинка)лар 6..10 суткада велигерларга тўпланиб 160..175 мкм лик бирикмаларни ташқил этадилар. Ёзда 1м 3 сувда велигерларнинг сони 0,1..2 млн га етади [38]. Оптимал қулай шароитлардада дрейссена моллюски бир урғочиси бир мавсуми давомида 70000 тухум тугиши мумкин. Паст ҳароратларда дрейссена моллюски консервация шаклига ўтади ва иқлим ҳарорати 11ºС етиши билан янада актив ривожланишини бошлайди. Дрейссена моллюски ўзининг хусусий даврилардан бирига боғлиқ планктон ҳаётий тарзи босқичида бўлиши мумкин, аста секин қаттиқ жисмларга чўкиши ва янги жойларга эркин кўчиши, қаттиқ жисмларда унча кўп ҳаракат этмасдан доимий яшагани ҳолатида ва ниҳоятда чиғаноғи билан қаттиқ жисмларга мустаҳкам бириктирилиши асосида қолиб яшайди. Дрейссена моллюскининг ҳаётий яшаш муддати 10..12 йилни ташқил этади. Дрейссена моллюскининг урчиши сув оқими тезлиги 0,5...0,9 м/с гача, сув ҳарорати 18..25ºС да, сувнинг тиниқлиги (Секки бўйича) 40..200 см да, р Н 7…9 да ва сувда кислороднинг таркиби 8…10 мг/л бўлганида тезроқ амалга ошади [38]. Дрейссена моллюски билан кучлироқ урчиши равишида горизонтал юзалари қопланади. Г оризонтал юзаларида оқимининг кичик (1 м/с гача) тезликларда дрейссена моллюски яхлит шчётка шаклида жойлашади, оқимнинг тезлиги 2,5…3 м/с дан юқорироқ кўтарилганида дрейссена моллюски йуқолиб кетади. Вертикал ва қияликдаги юзалик жисмсларда дрейссена моллюски сув оқими 0,6 м/с гача тезликда яхши ривожланади. Вертикал юзалик жисмслари 1 м/с дан ортиқ бўлган сув оқими тезлигида дрейссена моллюски билан қопланмайди. Д рейссена моллюски сув оқимининг юзасидан 20 метр чуқурлигигача жойлашади. С ув омборлари шароитларига нисбатан сув ўтказувчи қувурларда ва каналларда дрейссена моллюски 2 баробар тезроқ ривожланади.](/data/documents/f687a3b6-5bfa-4fcd-9042-ad83ced1e497/page-11.png)
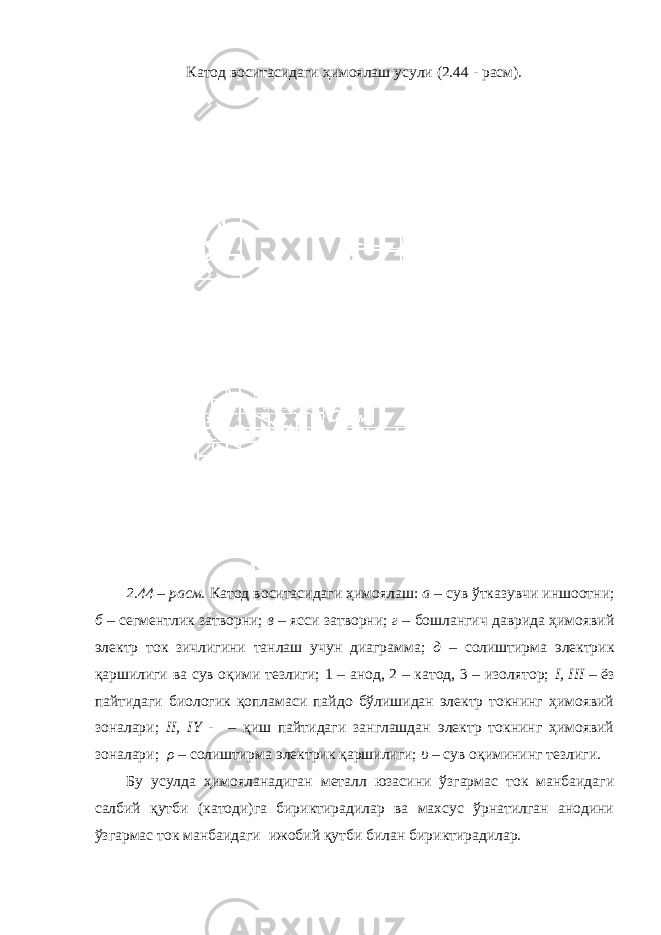
![Россия, Дон дарёсидаги Цимлян сув омборида ўтказилган тадқиқотлари [9]: ахлат ушлаб турувчи панжаралари стерженьлари орасидаги дрейссена моллюски фаолияти ҳисобидан пайдо бўладиган қопламаси бир мавсуми давомида кўпайиб панжаралари стерженьлари оралигини тахминан 2 мартабага торайиб кетишга келтиради (2.45 - расм), дрейссена моллюски зичлиги даражаси шу даврида 12 кг/м 2 гача етади, - деб исботлади. 2.45 – расм. Россия, Дон дарёси Цимлян сув омбори гидроузелидаги ГЭС аванкамераси кириш қисмида ахлат ушловчи панжаранинг 1 мавсум давомида дрейссена моллюски фаолияти ҳисобидан пайдо бўлган қопламаси: 1 – панжаранинг стерженьлари; 2 - дрейссена моллюски биомассаси. Затворларда биомассаси қалинлиги 3..5 см, унинг зичлиги эса 6…8 кг/м 2 тенг бўлган дрейссена моллюски қопланмалари кузатилади. Бу ҳолда затворларнинг оғирлиги орттирилади ҳамда уларнинг ҳаракат этиши қобилияти пасайтирилади. Сув ўтказувчи қувурлар зичлиги 30 кг/м 2 гача етган дрейссена моллюски биомассаси билан тирик кўндаланг кесимининг юзаси қоплаганида уларнинг сув ўтказиш қобилияти 70…80% га камаяди. Халоқ бўлган дрейссена моллюски сув ўтказувчи иншоотларида оқимининг тўхтаб қолишда сувни механик тозалаш фильтрларини тиқилишига келтириб келиши мумкин.](/data/documents/f687a3b6-5bfa-4fcd-9042-ad83ced1e497/page-12.png)
![Бундай ҳодиса Россиядаги Волга ГЭС да кузатилган эди. Бундан ташқари дрейссена моллюски тўпланиши сув таъминоти тизимларида, иссиқлик электростанцияларида ва бошқаларда одатда кузатилади. Амалда биологик қопламалари пайдо бўлишидан ҳимоялашнинг механик, кимёвий, термик, физик, физик – кимёвий ва биологик усулларини ажратадилар [38]. Механик усуллари қаторига катта диаметрдаги сув ўтказувчи иншоотлардан дрейссена моллюски қопламаларини (1 йилига 1..2 мартаба) чиқариб ташлаши, дренаж туридаги сув олишни ишлатилиши ва сув таъминоти тизимида асосан ишлатиладиган бошқа усулларининг қўлланилиши киради. Вақтинчалик ишдан чиқарилган катта диаметрдаги сув ўтказувчи иншоотларнинг юзасини дрейссена моллюски қопламаларидан шчёткалар, белчалар, куракчалар, тўрлик кураклар ёки 15...40 МПа юқори босимли сув жилғаси билан тозалайдилар [38], ундан сўнг дрейссена моллюски биомассасини кузатувчи люк ёки қудуққа келтириб катта ўлчамли идишларга юклаб чиқарадилар. Бу сабабдан сув таъминоти тизимида кузатувчи қудуқлар 50..100 м масофада бир бирига яқин жойлашган бўлади. Дренаж туридаги сув олишни ишлатилиши оқимнинг тезлиги катта бўлмаганида дрейссена моллюски қуртларининг сув оқими ҳаракатига қарши ҳаракат этишига интилиши хусусиятига асосланган. Буни натижасида дрейссена моллюски қуртларининг асосий қисми сув олиши тизимидан кетади, қолган қисми эса фильтрнинг қумдан ёки суньий материалдан ясалган ғовак қатлами билан ушланади. Кимёвий усулларига вақт вақти билан техник сувни хлорлаш, металл қисмларнинг биологик қопламалари пайдо бўлишига қарши қаратилган лаклар, бўёқлар билан бўяш ва бошқалар киради. Сувни хлорлаш учун суюқ хлор , натрий ва кальций тузлари ни ишлат ад ил ар .](/data/documents/f687a3b6-5bfa-4fcd-9042-ad83ced1e497/page-13.png)
![Сувда 1. . .2 м г /л хлор нинг таркиби сувдаги барча дрейссена моллюски қуртларини 1 соат давомида, катта бўлган дрейссена моллюскларини эса 3..5 суткада йўқотади. Х ло р лаш таркибини танлаш усули адабиётда [38] келтирилган. Сув таъминоти тизимидан сувни чиқ иши да дехлорлаш амалга оширилади, бунда 1…2% ли к натрий гипосул ь ф и т эритмаси ишлатилади. Лак, бўёқ қопламаларини ахлат ушловчи панжараларни, насос станциялар сув қабул этувчи камераларнинг ҳаракатсиз тўрларини, затворларни ва бошқа гидротехника иншоотлари элементларини ҳимоялаш учун кенг ишлатадилар. Лекин вақт ўтиши билан биоорганизмлар ҳаётига хавфли бўлган улар таркибидаги заҳарли моддалари ишқорланиб сувга чиқиб кетадилар. Охирги йилларда биологик қопламалари пайдо бўлишидан ҳимоялаш учун яхшилаб тозаланган, грунтланган ва занглашга қарши бирикмаларига бўялган юзалари устига ХС-522, ХВ-5153, ХС-79 ва бошқа [38] бўёқларни бўяш тавсия этилади. Биологик қопламалари пайдо бўлишидан ҳимояловчи бўёқларни хизмат муддати 3…5 йил. Дрейссена моллюски йўқотилиши термик усулларини кўпинча ГЭС ва ТЭС техник сув таъминоти тизимларида ишлатадилар. Бунда сув ўтказувчи қувурни 30...40 минутга 40…55ºС ҳароратигача исситилган сувга тўлдиришади, ундан сўнг уни ҳалоқ бўлган дрейссена моллюски қолдиқларидан ювадилар. Бу ишни вегетацияси даврида уч мартаба: июнь, август охирида ва сентябрь охирида бажарадилар. Физикавий ва физик – кимёвий усулларига катодлик ҳимоялаш усули, доимий электр ток билан таъсир этилиши ва сувни ультратовуш билан ишлов берилиши ва бошқалар киради. Катодлик ҳимоялаш бўёқли қоплама бўлиши, ёки бўлмаслигига қарамай диаметри 2 метрдан ортиқ бўлган сув ўтказувчи қувурларнинг ички юзаларида ишлатилади. Доимий электр манбаидан ижобий контакти қувурни ичида жойлашган анодларга изоляторлар ёрдамида бириктирилади (2.44, а - расм), салбий контакти эса ҳимоявий металлик юзасига бириктирилади.](/data/documents/f687a3b6-5bfa-4fcd-9042-ad83ced1e497/page-14.png)