Bosh sahifa
Referatlar
Geometriya
Маҳсулот сифатида шакл оғиши ва сиртлар жойлашишининг четлашиши
Маҳсулот сифатида шакл оғиши ва сиртлар жойлашишининг четлашиши
Yuklangan vaqt:
20.09.2019
Ko'chirishlar soni:
0
Hajmi:
3303 KB
Ko'chirib olish
O'xshashlar
Иккинчи тартибли сиртлар
Параллелизм текислиги бор тугри чизикли ёйилмайдиган сиртлар
Сиртларнинг узаро кесишуви
Сиртларни ёйиш
Фазовий эгри чизик
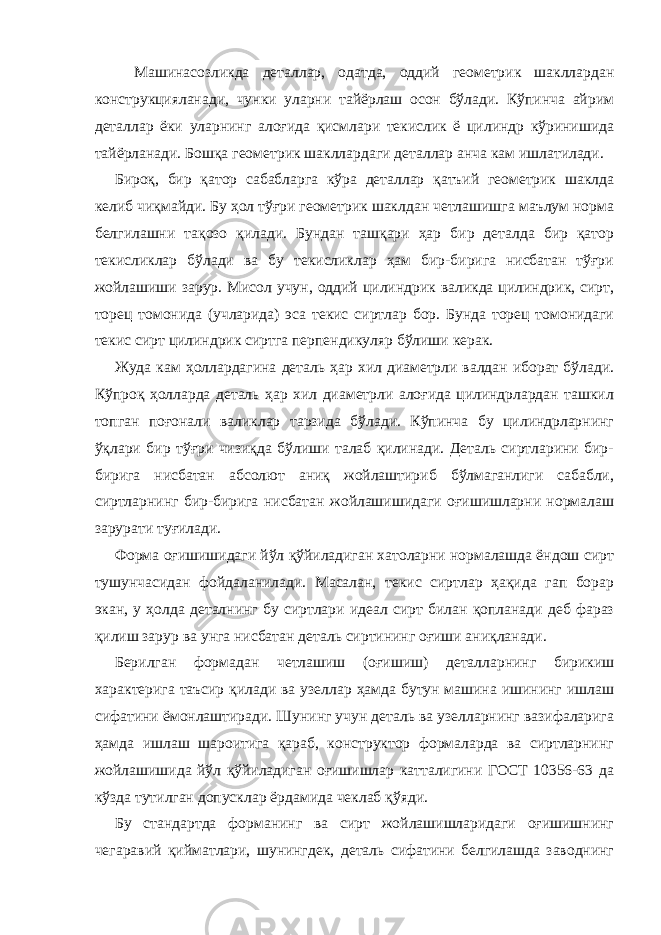
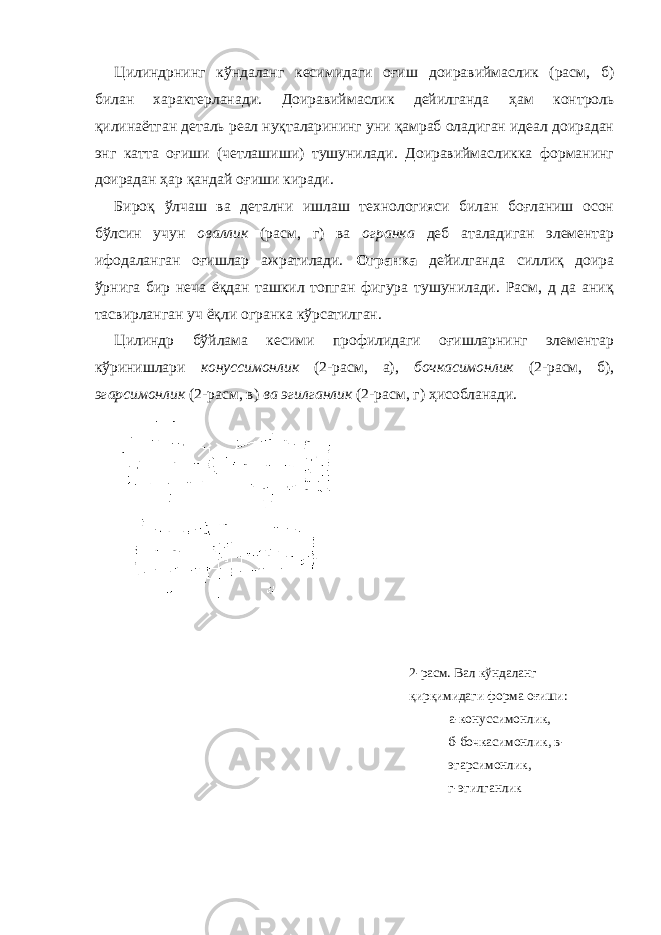
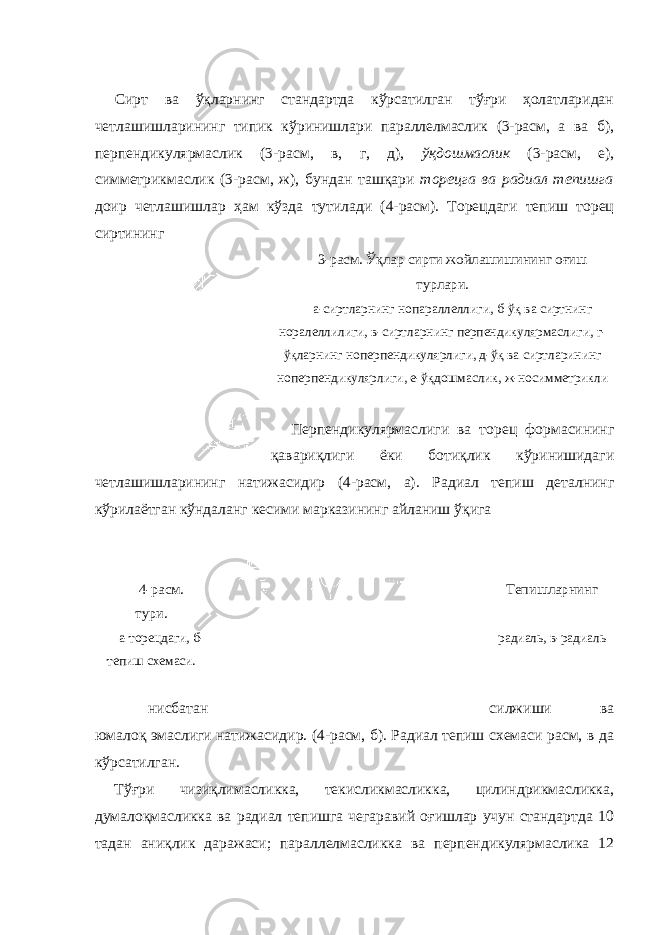
![ҳамма ходимлари (конструкторлар, ишчилар, контрольёрлар ва б.)да оғиш тўғрисида ягона тушунча ҳосил қилиш учун терминлар ва турли кўринишдаги оғиишларнинг таърифлари келтирилган. Стандарт таърифлари ва чегаравий оғишлар текисликлар, цилиндр формасининг кўндаланг ва бўйлама кесимлари учун сиртлар, ўқлар ва сиртларнинг ўзаро жойлашиши учун белгиланган. Деталнинг ясси сиртлари текисликмаслиги ва тўғри чизиқмаслиги билан характерланади. Текислик (деталь) нуқталаридан ёндош (бояги «қопловчи») текисликкача бўлган энг катта масофа билан аниқланади. Тўғри чизиқлимаслик [расм, а] деталь сиртининг берилган йўналишдаги тўғри чизиқдан оғиши билан аниқланади. Амалда кўпинча текисликмаслик контроль қилинадиган сиртдаги исталган йўналишдаги тўғри чизиқлимаслик билан аниқланади. Текисликмасликка энг оддий мисол қавариқлик ва ботиқликдир (1- расм, б ва в). 1-расм. Форма оғиши: Цилиндр кўринишидаги деталь формасидаги оғиши цилиндрмаслик билан характерланади, цилиндрмаслик дейилганда деталь сиртининг идеал цилиндр сиртида оғиши тушунилади. Ўлчашларни бевосита ишлаб чиқаришнинг ўзида бажариш учун профилнинг кўндаланг ва бўйлама кесимлардаги оғишидан иборат икки хил чегаравий оғишлар нормаланади.](/data/documents/58c8a9f0-f740-424b-9f98-e403bc59af55/page-3.png)