- Bosh sahifa
- Diplom ishlar
- Energetika
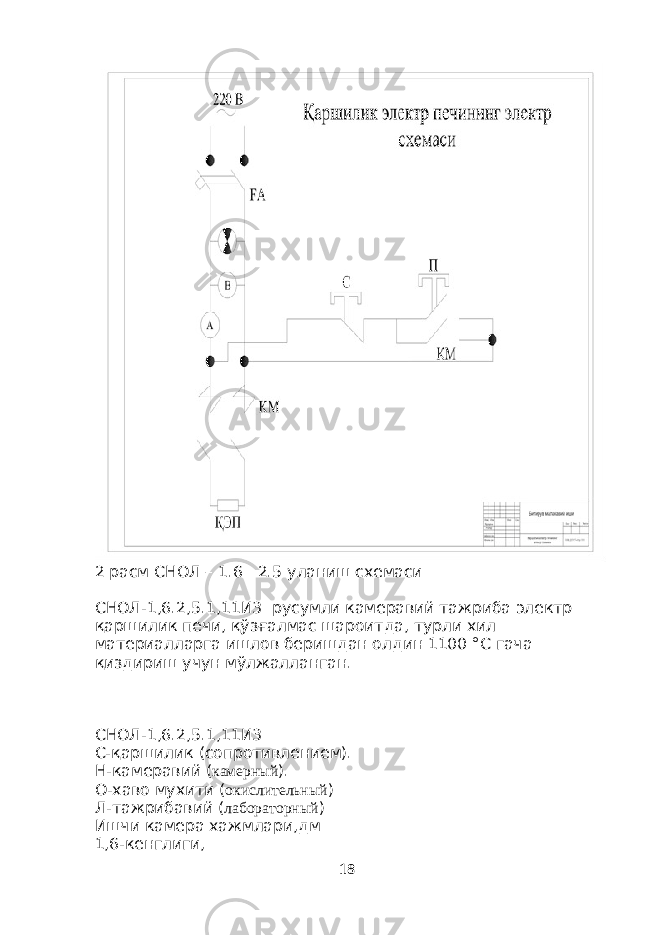
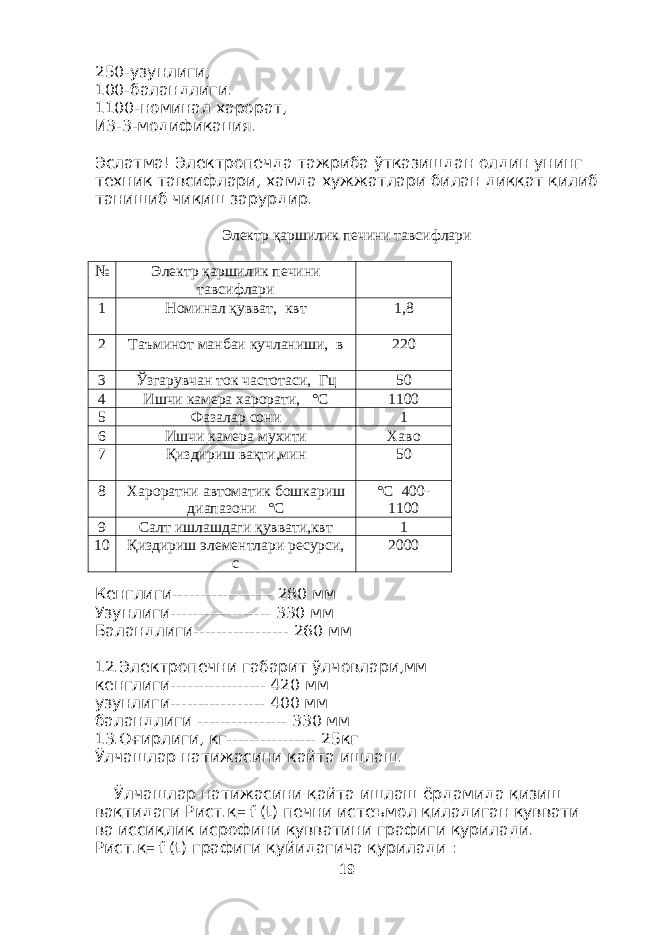
- Электр энергияни иқтисод қилишни таъминловчи қаршилик электр печи лаборатория қурилмасини яратиш
Электр энергияни иқтисод қилишни таъминловчи қаршилик электр печи лаборатория қурилмасини яратиш
Yuklangan vaqt:
24.09.2019