Bosh sahifa
Referatlar
Kimyo
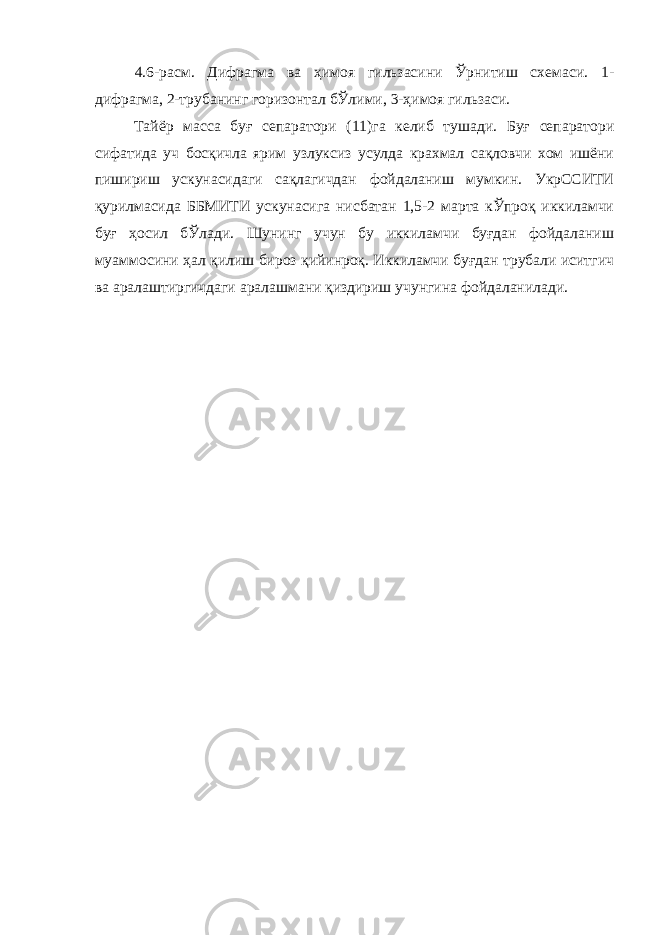
Узлуксиз ишлайдиган турли қурилмаларда крахмал сақловчи хом ашёни пишириш (спирт)
Узлуксиз ишлайдиган турли қурилмаларда крахмал сақловчи хом ашёни пишириш (спирт)
Yuklangan vaqt:
20.09.2019
Ko'chirishlar soni:
0
Hajmi:
177 KB
Ko'chirib olish
O'xshashlar
Хом ашёни пишириш усуллари (спирт)
Хом ашёни қайта ишлашга тайёрлаш (спирт)
Винницк ускунасида пишириш (спирт)
Кимёвий реакторлар. Турли режимда ишлайдиган реакторлар
Спирт хом ашёси ва унинг тавсифи