Bosh sahifa
Diplom ishlar
Issiqlik texnikasi
Uzluksiz ishlaydigan termik pechning hisobi
Uzluksiz ishlaydigan termik pechning hisobi
Yuklangan vaqt:
28.09.2019
Ko'chirishlar soni:
0
Hajmi:
1898.4306640625 KB
Ko'chirib olish
O'xshashlar
Shaxtali pechning issiqlik va aerodinamik hisobi
![boylik hukmronlik qiladigan asr. Kimki bu haqiqatni o‘z vaqtida anglab olmasa, intellektual bilim, intellektual boylikka millat va davlat uchun kundalik hayot mazmuniga aylanmasa-bunday davlat jahon taraqqiyoti yo‘lidan chetda qolib ketishi muqarrar. Buni chuqur anglab olgan davlat, bunday xulosani chiqargan, xalqaro hamjamiyat va taraqqiy topgan mamlakatlar qatoriga ko‘tarilish uchun harakat qilayotgan jamiyat, birinchi navbatda bugun unib-o‘sib kelayotgan farzandlarining har tomonlama barkamol avlod bo‘lib hayotga kirib borishini o‘zi uchun eng ulug‘, kerak bo‘lsa, eng muqaddas, deb biladi” [1]. “Kadrlar tayyorlash milliy [2] dasturi” va “Ta’lim to‘g‘risida”gi Qonuni [3] muvofiq holda milliy tajribaning tahlili va ta’lim tizimida jahon miqyosidagi yutuqlari asosida tayyorlangan hamda yuksak umumiy va kasb- hunar madaniyatiga, ijodiy va ijtimoiy faolikka, ijtimoiy-siyosiy hayotda mustaqil ravishda mo‘ljalni to‘g‘ri ola bilish mahoratiga ega bo‘lgan, istiqbol vazifalarini ilgari surish va hal etishga qodir kadrlarning yangi avlodini shakllantirishga yo‘naltirilgandir. Zamonaviy bilim va kasb hunarga ega bo‘lgan hamda yangicha mustaqil fikrlaydigan yoshlarimizga o‘z e’tiborini qaratgan Respublikamiz Prezidenti I. A. Karimov, 2016 yil 9-may –Xotira va kadrlash kuni munosabati bilan ommaviy axborot vositalari vakillari bilan qilgan suhbatida “Men yosh avlodimizga, mening bolalarimga qarata bo‘sh kelmanglar, ertangi kun bizniki, marra bizniki, deb bejiz, asossiz aytmayman. Buning chuqur ma’no-mazmuni shundaki, vaqt, yillar o‘tishi bilan bizning safimizni kim to‘ldirmoqda? Avvalo, zamonaviy bilim va kasb-hunarlarga ega bo‘lgan, yangicha mustaqil fikrlaydigan, mamlakatimizning ergangi kuni uchun mas’uliyatini o‘z zimmasiga olishga, o‘zini namoyish etishga qodir bo‘lgan navqiron o‘g‘il- qizlarimiz. Ko‘zlari yonib turgan bunday yoshlarimizni yana qaerda-qaysi davlat, qaysi yurtda topish mumkin, deb ta’kidladi [4]. Respublikamizda faoliyat ko‘rsatayotgan texnik yo‘nalishidagi kasb-hunar kollejlarida malakali texnik xodimlar tayyorlanib ular o‘z navbatida ishlab chiqarish korxonalarida zamonaviy innovatsiyalarga asoslangan](/data/documents/fa9020a7-8bfb-4b03-af39-5d7c424ce399/page-3.png)
![texnologiyalarni joriy etish va yangilash borasida ulkan muvaffaqiyatlarga erishmoqdalar. Yuqori malakali texnik-metallist bo‘lib yetishish uchun metallar va konstruksion materiallar texnologiyasi, hamda qizdirish qurilmalarining nazariy asoslarini bilish zarur bo‘ladi [5,6]. Talabalar metallshunoslik va metallarga termik ishlab berish asoslarini [6,13] kasb-hunr kollejlarida o‘rganishlari orqali mashinasozlik zavodlaridagi malakali ishchi-texniklar qatoriga o‘tishlariga hamda ishlab chiqarish jarayonlarini yanada takomillashtirishda va ishlab chiqarish samaradorligini oshirishda, mahsulot sifatini yaxshilashda ishtirok etishlariga imkoniyat tug‘iladi. Hozirgi davrda insoniyat hayotini va jamiyat taraqqiyotini turli mashina, mexanizm va apparatlarsiz tasavvur etish juda qiyin. Ma’lumki, har qanday mashina, mexanizm va apparatlarning ko‘pchilik detallari metallar va ularning qotishmalaridan yasaladi [7,12]. Mashina detallarini termik ishlash yo‘li bilan ularning mexanikaviy xossalarini yaxshilash [8,11] shu detallar uchun yo‘l qo‘yiladigan nagruzkani oshirishga, detallarning o‘lchamlari va og‘irliklarini kamaytirishga, shuningdek, ishlash muddatini oshirishga imkon beradi [9,13]. Termik ishlash hozirgi zamon texnikasida eng muhim texnologik jarayonlardan biri bo‘lib, sanoatning metall qotishmalarini ishlash bilan shug‘ullanuvchi barcha sohalarida qo‘llaniladi. [5-21]. Bitiruv malakaviy ishining dolzarbligi. Ma’lumki, metall va qotishmalarning ichki strukturasi va xossalarini o‘zgartirish uchun ularga termik ishlov beriladi[5-8]. Termik ishlov berish natijasida mexanik xossalarning yaxshi tomonlari, yaxshi fizik-ximiyaviy xossalar bilan qo‘shilib ketadi. Amalda termik ishlov berishning to‘rt va bo‘shatishdan foydalaniladi. Bu usullar bir- biridan qizdirish temperaturasi, bu temperaturada ushlab turish muddati va sovitish tezligi bilan farq qiladi[8-12].](/data/documents/fa9020a7-8bfb-4b03-af39-5d7c424ce399/page-4.png)
![Termik ishlov berishda qizdirish pechlari, toblash, issiqlik rejimini kontrol qilish va tozalash qurilmalari kabi turli uskunalardan foydalaniladi. Termik pechlarning kamerali, mufelli, vannali va boshqa konstruksiyalari mavjud [12]. Uzluksiz ishlaydigan termik pechlarda metallarga termik ishlov berishda qizdirilgan metallar boshqarilib va jadal suratda sovitiladi. Bu sharoitlarda sodir bo‘ladigan issiqlik almashinuv jarayonlari to‘liq o‘rganilmagan va o‘zbek tilida hisoblash metodlari ishlab chiqilmagan. Yuqorida zikr qilinganlarga asosan uzluksiz ishlaydigan termik pechlarda metallga termik ishlov berishda sodir bo‘ladigan jarayonlarni o‘rganish, termik pechlardagi issiqlik ishlov berish rejimlarini taxlil qilish, issiqlik miqdorining kirim va sarf qismlarini hisoblash orqali termik pechning issiqlik balansini tuzish va u orqali metallni qizishi uchun lozim bo‘lgan yoqilg‘i sarfini aniqlash hamda loyihalashga yo‘naltirilgan tavsiyalar berish dolzarb masalalardan hisoblanadi. Bitiruv malakaviy ishining maqsadi. Uzluksiz ishlaydigan osti g‘ildirakli termik pechda metallarni qizishi va sovishini hisoblash metodlarini ishlab chiqish hamda qizish va sovish davomiyligiga ta’sir etuvchi omillarni aniqlash. Bitiruv malakaviy ishning vazifalari. 1. Mavzuga doir ilmiy va ilmiy-metodik manbalarni o‘rganish, tahlil qilish. 2. Uzluksiz ishlaydigan osti g‘ildirakli pechda termik-ishlov beriladigan po‘lat listlarning teplotexnik yupqa yoki vazmin jism ekanligini hisoblashlar orqali aniqlash. 3. Metallarni qizish davomiyligini temperaturalari bilan farqlanuvchi uchta hisoblash uchastkasiga bo‘lib o‘rganish va qizish davomiyligiga ta’sir etuvchi omillarni ko‘rsatish. 4. Suv bilan sovitiladigan devorlari bo‘lgan kamerada po‘lat listlarni bir tomonlama boshqarilib sovishini hisoblash metodini ishlab chiqish.](/data/documents/fa9020a7-8bfb-4b03-af39-5d7c424ce399/page-5.png)
![termik ishlov berish deb ataladi. Termik ishlov berishdan maqsad temir- uglerodli qotishmalarga ishlatish jarayonida talab qilinadigan xossalar berishdan iborat. Termik ishlov berish natijasida mexanik xossalarining yaxshi tomonlari, yaxshi fizik-ximiyaviy xossalar bilan qo‘shilib ketadi; qotishmaning magnitlanish xossasi yaxshilanadi, korroziyabardoshligi ortadi. Ba’zan termik ishlov berish po‘latning qattiqligini kamaytirib, kesib ishlov berishni yaxshilovchi oraliq operatsiya hisoblanadi. Mamlakatimizda barcha po‘lat qo‘ymalarning 8-10%, mashinasozlikda esa 40% termik ishlov berib puxtalanadi[5-11]. Termik ishlov berish jarayoni ma’lum temperaturagacha qizdirish, shu temperaturada ushlab turish va belgilangan tezlik bilan sovitishdan tashkil topadi. Bolg‘alab, shtampovkalab tayyorlangan zagotovkalar, mashina detallari va asboblarga termin ishlov beriladi. Zagotovkaga termik ishlov berishdan maqsad uning strukturasini yaxshilash, qattiqligini kamaytirish, detallarga kerakli xossalarni, ya’ni qattiqlik, mustahkamlik, elastiklik, eyilishga chidamlilik berish dan iborat. Mexanik xossalarini yaxshilash oddiy tarkibli qotishmalardan foydalanish, ularning ishlatilish sohalarini kengaytirish imkonini beradi. Termik ishlov berib, ruxsat etilgan kuchlanishni oshirish, detallar va mexanizmlarning og‘irligini kamaytirish, ularning ishonchliligini va uzoq muddat ishlashini ta’minlash mumkin. Rus olimi D. K. Chernov (1838—1921) termik ishlov berish nazariyasi va ratsional usullarining asoschisi hisoblanadi. U po‘latni As 1 chizig‘idan pastda qizdirib (1.1.1-rasmga qarang) istalgan tezlikda sovitilganda ham uning strukturasi va mexanik xossalarni o‘zgarmasligini, As 3 chizig‘idan yuqorida qizdirib tez sovitganda esa keskin o‘zgarishini aniqlab berdi.](/data/documents/fa9020a7-8bfb-4b03-af39-5d7c424ce399/page-9.png)
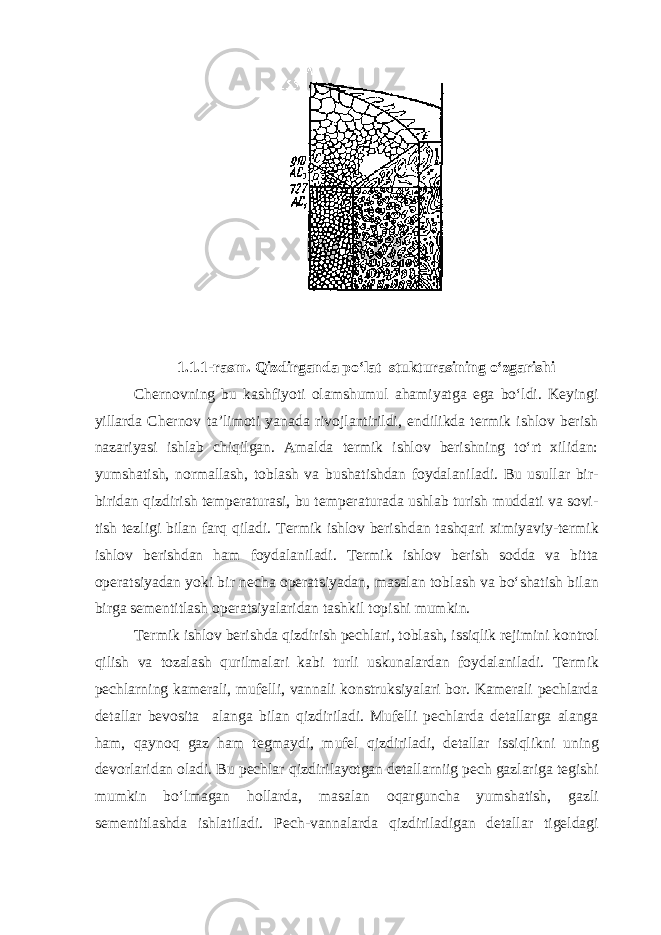
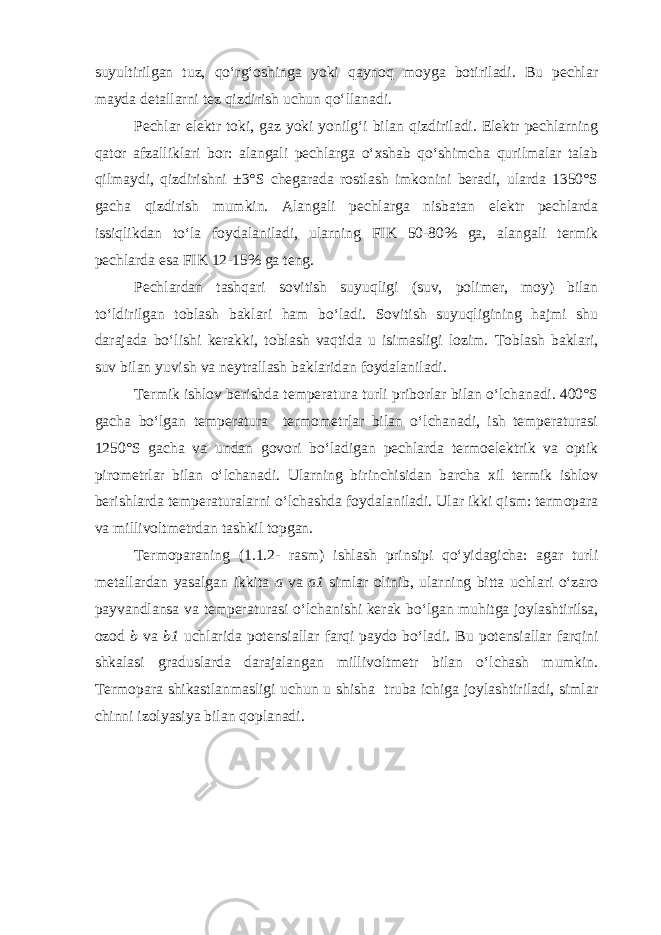
![1.1.2-rasm. Termoparaning tuzilishi Optik pirometrlarda qizdirilgan metallning temperaturasi uning yoritish yorqinlig‘ini priborga montaj qilingan elektr lampochkasi simining chug‘lanish darajasi bilan solishtirib aniqlanadi. Metall temperaturasini taxminiy topish usullaridan ham foydalaniladi: toblash yoki yumshatish uchun qizdirganda yallig‘lanish rangiga va bo‘shatishda detal sirtining tusi o‘zgarishiga qarab aniqlanadi. Yirik seriyalarda va ko‘plab ishlab chiqarish zavodlarida mexanizatsiyalashtirilgan agregatlardan foyda laniladi. Ularda qizdirishdan tortib sovitish va yuvishgacha, shuningdek detal yoki yarimfabrikatni bitta uskunadan boshkasiga tashish ishlari bajariladi. 1.2. Po‘latni qizdirish va sovutishda bo‘ladigan o‘zgarishlar Qizdirishda bo‘ladigan o‘zgarishlar (austenitning hosil bo‘lish shartlari). Termik ishlov berishda ko‘pchilik hollarda po‘latni qizdirishdan maqsad uni austenitga o‘tkazishdir [5-7]. Po‘latning evtektoiddan oldingi strukturasi kritik As 1 nuqtagacha qizdirilganda per lit va ferrit donlaridan tashkil topadi (1.1.1- rasm). As 1 nuqtada perlitning fazoviy qayta kristallanishi boshlanadi va u mayda donli austenitga aylanadi. Evtektoiddan oldingi po‘latlarni As 1 temperaturadan As 1 gacha qizdirilganda ferrit austenitda eriydi. As 1 nuqtadan yuqori temperaturagacha qizdirilganda evtek toiddan keyingi po‘latda perlit austenitga aylanadi, yanada qizdirilganda ikkilamchi sementit austenitda eriydi. As 3 nuqtadan yuqorida faqat austenit bo‘ladi.](/data/documents/fa9020a7-8bfb-4b03-af39-5d7c424ce399/page-12.png)
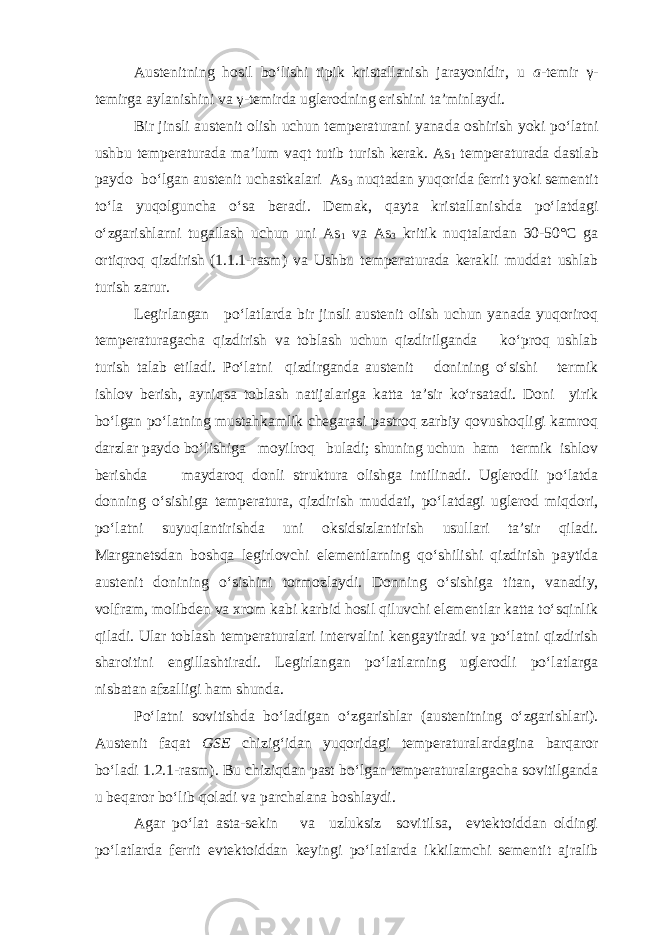
![chiqqach, uglerod evtektoid tarkibida (0,83%) bo‘ladi. Austenit perlitga aylana boshlaydi, ya’ni uglerodping γ -temirdagi qattiq eritmasi a -temirga (tarkibida deyarli uglerod bo‘lmagan) va sementitga parchalanadi. Agar austenit holatigacha qizdirilgan po‘lat katta tezlikda sovitilsa, yangi mayda donli ferrit- sementitli aralashma paydo bo‘lishi bilan austenit o‘ta soviydi. Bunda sovitish tezligi qancha katta bo‘lsa, ferrit-sementitli aralashma, ayniqsa sementit plastinkalari shuncha mayda donli va engil bo‘ladi. Bunda bir yo‘la bu strukturaning qattiqligi anchagina ortadi. Bunda hosil bo‘lgan strukturalar perlitga nisbatan ancha mayda bo‘ladi. Ularni mustahkamligi, plastikligi va qattiqligiga qarab farqlash mumkin. Plastinkasimon perlitda σ v =620MPa, δ =20%, 163 NV, donador perlitda esa σ v =820 MPa, δ = 15%, 228 NV bo‘ladi. 1.3. Po‘latni yumshatish va normallash Quyish, prokatlash, bolg‘alash va boshqa ishlov berishlardan so‘ng zagotovka notekis soviydi. Natijada bir jinsli struktura hosil bo‘lmaydi, turli joylarida zagotovkaning xossalari turlicha bo‘ladi, ichki kuchlanishlar paydo bo‘ladi. Bundan tashqari likvatsiya tufayli qo‘ymaning ximiyaviy tarkibi ham bir xil bo‘lmaydi. Bu nuqsonlarni yo‘qotish uchun termik ishlov beriladi, unga yumshatish va normallash kiradi [5-9]. Yumshatish zagotovka yoki buyumni kerakli temperaturagacha qizdirnsh, shu temperaturada ushlab turib, so‘ngra asta-sekin sovitishdan iborat: uglerodli po‘latlar soatiga 200°С, legirlangan po‘latlar esa soatiga 30-100°С tezlik bilan sovitiladi. Bunda qoldiq kuchlanishlarsiz barqaror struktura olinadi. Yumshatishdan maqsad ichki kuchlanishlarni yuqotish, struktura ning bir xil bo‘lishiga erishish, ishlanuvchanligini yaxshilash hamda keyingi termik ishlov berish operatsiyasiga tayyorlashdan iborat. YUmshatishning to‘la, chala, gomogenlovchi va past yumshatish xillari bo‘ladi.](/data/documents/fa9020a7-8bfb-4b03-af39-5d7c424ce399/page-14.png)
![temperaturagacha qizdiriladi, shu temperaturada 10—15 soat mobaynida tutib turiladi, so‘ngra 600—650°С gacha sekin sovitildi. Diffuzion yumshatishda po‘lat donlari o‘sadi, bu nuqson mayda don hosil bo‘lguncha qayta yumshatish (to‘la yumshatish) bilan yo‘qotiladi. Po‘lat yuqori mexanik xossalarga ega bo‘ladi. Kuyish yoki boshqa ishlov berish natijasida po‘latning strukturasi qoniqarsiz bo‘lsa hamda faqat ichki kuchlanishnigina yuqotish kerak bo‘lganda past yumshatishdan foydalaniladi. Bunda po‘lat As 1 chizig‘dan ancha past temperaturagacha qizdiriladi (1.3.1- rasm), ushbu temperaturada tutib turiladi va havoda sovitiladi. Past yumshatish sferoidlovchi yumshatish ham deyiladi, perlitning sementitli plastinkalari dumaloq sferoid shaklini oladi. Po‘latni normallash uni GSE chizig‘idan 30—50°Сga yuqoriroq temperaturagacha qizdirish (1.2.1-rasm), shu temperaturada tutib turish va havoda sovitishdan ibo rat. Ichki kuchlanishlarni yuqotish va po‘latning mexa nik xossalarini yaxshilash maqsadida parchinlanishini yo‘qotish uchun normallashdan foydalaniladi. Normallash natijasida po‘latning strukturasi normal holatga keladi, mayda donli bo‘ladi. Yumshatishga nisbatan bunda sovitish tezroq bajarilgandan normallash po‘latni toblashga tayyorlash uchun xizmat qiladi, Kam ug lerodli po‘latlarni yumshatmasdan normallash tavsiya etiladi, chunki yumshatish yoki normallashdan so‘ng po‘lat ning mexanik xossalarida farq bo‘lmaydi, faqat nor mallash yumshatishga nisbatan unumliroqdir. 1.4.Po‘latni toblash va bo‘shatish Po‘latning dattiqligi, mustahkamligi va elastikligini oshirish uchun toblashdan foydalaniladi. U po‘latni fazaviy o‘zgarishlardan yuqoriroq temperaturagacha qizdirish, bu temperaturada ushlab turish, so‘ngra tez sovitishdan iborat [5-8].](/data/documents/fa9020a7-8bfb-4b03-af39-5d7c424ce399/page-16.png)
![II-BOB. UZLUKSIZ ISHLAYDIGAN TERMIK PECHLARNING XARAKTERISTIKALARI (TAVSIFLARI) 2.1. Termik pechlardagi issiqlikka ishlov berish rejimlari va temperaturalari . Metallarga nermik ishlov berishga mo’ljallangan uzluksiz ishlaydigan pechlarga: seksiyali pechlar, tagi rolikli (g’ildirakli) pechlar, konveyerli pechlar, suruvchi, qadamlovchi va boshqa pechlar kiradi (2.1.1-2.1.5-rasmlar). Bunday pechlarda trubalar, releslar, sortli prokatlar, simlar qalinligi 40 mmgacha va yuzasi 1,0x3,5 m² gacha bo’lgan listlar, 6 mm gacha va kengligi 1550 mm gacha bo’lgan polosa va lentalarga bosim ostida ishlov berilgandan so’ng ularni qizdiradilar [5-9,19-21]. Metallarga nazoratlangan atmosferada termik ishlov berish keng qo’llanilib, bu esa o’z navbatida metalga termoximik ishlov berib yuqori sifatli metal olishga imkon beradi. Quyidagi 2.1.1-jadvalda yuqoridagi zikr qilingan pechlarda metallarni qizdirish va sovitish vositalari keltirilgan. 2.1. 1 -jadval Jarayon turi Qizdirish yoki sovitish vositalari Boshqarish usullari Ochiq muhitda yonish mahsulotlari yoki havo bilan Qizdiri sh Yonish mahsulotlari orqali Vaqt bo’yicha yoqilg’ini berish va yoqishni boshqarish Sovitish Havoda Suvda Suvli dushda Havo oqimida Suv-havo aralashmasida Boshqarilmaydi Boshqarilmaydi Suvni miqdori bilan Oqim sistemasining geometriyasi va oqim tezligi bilan Aralashma tezligi va suv](/data/documents/fa9020a7-8bfb-4b03-af39-5d7c424ce399/page-23.png)



![muhit bilan ajralgan qattiq jismlar sistemasi orasida bo‘ladi deb hisoblashlar olib boriladi. Nazoratlangan atmosferada qizishda ava shu bilan birga nurlanish orqali sovishda pech atmosferasi konveksiya orqali issiqlikni qizdirish vositasidan metallga yoki metalldan sovitish vositasiga beradi. SHu sababli hisoblashlarda konveksiya orqali issiqlik berish koeffitsenti e’tiborga olinadi. 2.2. Pechning foydali tubi uzunligi Uzluksiz ishlaydigan termik pech quyimi G ni huddi qizdirish pechlarinikidek quyidagi formula orqali aniqlanadi [5-8]. G = p ⋅ τ ( T ) (2.2.1) bu yerda: p - pech unumdorligi, t/soat ; τ - metal qizish davomiyligi, soat. Uzluksiz ishlaydigan termik pechning foydali tubi uzunligini aniqlash o’z navbatida metalni ko’chirish usuliga bog’liq bo’ladi. Metalni o’qqa nisbatan ko’ndalang ko’chirishda (qadamli va suruvchi tip pechlar, xalqali va ayrim konveyrli pechlar) pech foydali tubi uzunligini xuddi qizdirish pechlarinikidek quyidagi formula orqali aniqlanadi: L p= G ⋅v /п⋅m ⋅k z (2.2.2) bu yerda: Lp - pechning foydali tubi (tagi), m; G - pech quyimi, T; v - zagatovka kengligi, m; n - pechdagi zagatovkalar qatori soni, m - zagatovka massasi, T; kz - pech foydali uzunligini to’ldirish koeffitsentini to’rtburchakli zagatovkalar uchun.](/data/documents/fa9020a7-8bfb-4b03-af39-5d7c424ce399/page-29.png)
![Nazoratlangan atmosferali pechlarda tamburlar uzunligini hisobga olmagan holda kitirish (to‘ldirish) va chiqarish tamburlar zatvorlari orasidagi masofa foydali hisoblanadi. Ayrim hollarda pechda buyumni tebranish (qimirlatish) rejimida ishlatilgan pech umumiy uzunligini quyidagi munosabat orqali hisoblaydilar.L r= L p+ l (2.2.6) Bu erda l - pech umumiy uzunligining bir qismi,m Boshqarilib sovitiladigan kameralarni hisoblashda boshqarilib sovitish davomiyligi τrech yoki sovish tezligi berilgan bo‘ladi. U holda boshqarilib sovitiladigan kamera uzunligi quyidagi munosabat orqali aniqlanadi. L rech = p⋅τrech ⋅10 3/n⋅ ρ⋅fm⋅k z (2.2.7) bu yerda: P - pech unumdorligi,t/soat. 2.3. Uzluksiz ishlaydigan termik pechlarning issiqlik balansi Uzluksiz ishlaydigan termik pechlarning kamerasi va zonalarining issiqlik balansining quyidagi ketma-ketlik da olib boriladi [5-9,17-21]. Qizitish va saqlash zonalari uchun issiqlik balansining natijalari asosida yoqilg‘i sarfi aniqlanadi. Saqlash zonasi da metallni qizishi uchun issiqlik sarflanmasdan, keladigan issiqlik faqat yo‘qotishlarni kompensatsiya qilish uchun sarf bo‘ladi. Issiqlik balansining natijalari asosida sovitish zonasi uchun sovituvchi muhit sarfi aniqlanadi. Sovitish zonasi uchun issiqlik balansi tenglameasi quyidagi ko‘rinishga ega bo‘ladi.](/data/documents/fa9020a7-8bfb-4b03-af39-5d7c424ce399/page-31.png)

![ttr = 100 4 √( t m + 273 100 ) 4 − q oxl C pr ¿ − 273 (2.2.13) Trubalarda kerak bo‘lgan havo oqimi tezligini shunday tanlaydilarki, quyidagiga trubalarni issiqlik balans sharti bajarilsin. qoxl πd tr⋅B⋅10 −3= C B⋅ω B⋅F B⋅Δt B (2.2.14) va trubala issiqlik uzatilishi qoxl = αk[ttr− (tB+ Δt B)/2] (2.2.15) Bu erda CB -havoning issiqlik sig‘imi, Kj m 3⋅K ; ωB - trubadagi havo tezligi, m s ; FB -trubada havoni yurish kesimi yuzasi, m 2 , Δt B -trubada havoni qizishi, 0C ; tB - trubaga kiradigan havo temperaturasi, 0C ; αK - truba devoridan havoga konveksiya orqali issiqlik berish koeffitsenti, V t/(m 2⋅K ) Trubada havo tezligi ωв -ni tanlab truba orqali bo‘ladigan havo sarfi в V - ni quyidagi munosabat orqali aniqlanadi. V вҳ3600 ⋅ω в⋅F в( m 3 soat ) (2.2.16) Suv bilan sovitiladigan devorli va suvli kossonli kameralarda devor orqali issiqlik yo‘qotilishi Q kl= 0 bo‘ladi, sovit.iladigan suv bilan olib ketiladigan issiqlik miqdori Q oxl ( Mj soat ) quyidagi munosabat orqali aniqlanadi.](/data/documents/fa9020a7-8bfb-4b03-af39-5d7c424ce399/page-34.png)
![2.4. Uzluksiz ishlaydigan har xil turdagi termik pechlarni hisoblashning o‘ziga xos xususiyatlari Uzluksiz ishlaydigan termik pechlardan eng ko‘p tarqalgani tagi g‘ildirakcha (rolik) li pech bo‘lib hisoblanadi[5-10]. Bu pechlarda listlar, kengligi 3,5 m gacha bo‘lgan list to‘plamlari, chiviq (prutki)lar, chiviq paketlari, quvurlar, releslar, tasma (lenta) o‘ramlari va simlarga termik ishlov beriladi. Tagi g‘ildirakli (rolikli) pechlarda metall pechda pech g‘ildiraklari yordamida harakatlantiriladi. Qizdirish va sovitish vositalari g‘ildirakli taglik usti va ostidan yoki g‘ildirakli taglik ustidan joylashtiriladi. Pechning ishchi fazosining balandligi ishchi fazosining kengligi 1,5 gacha bo‘lgan pechlarda 0,6÷0,9 m ga teng bo‘lsa, ishchi fazosining kengligi 1,5 m dan katta bo‘lgan pechlarda esa 1,0÷1,5 m ga teng bo‘ladi. Ishchi fazoning chuqurligi g‘ildirak yuqorisidan devorning ichki yuzasigacha 0, ÷1,2m ga teng bo‘ladi. Hisoblashlarda asosan ikki tomonlama qizdirish yoki sovitishda qizdirish yoki sovitish vositasining temperaturasi metallning usti va ostida bir xil qilib olinadi. Lekin pechning ishchi fazosida issiqlik almashinuvchi metall usti va ostida g‘ildirakli taglik ta’sirida tubdan farq qiladi. Hisoblashlarni osonlashtirish uchun shartli ravishda metallni ikki tomonidan qizish yoki sovishini yuqoridan qizdirish orqali amalga oshiriladi, deb hisoblanadi g‘ildirakli taglikni ta’siri natijasida qizdish yoki sovishdagi notekislik esa nosimmetriklik koeffitsenti μ -ni kiritish orqali hisobga olinadi. Nosimmetriklik koeffitsenti o‘z navbatida qalinligi δ bo‘lgan jismni nosimmetrik qizish yoki sovishini qalinligi ҚS rasch = ϖδ bo‘lgan simmetriklikga olib keladi.](/data/documents/fa9020a7-8bfb-4b03-af39-5d7c424ce399/page-36.png)
![G‘ildirakchalar (roliklar) temperaturasi metall temperaturasiga yaqin bbo‘lgan holda nosimmetriklik koeffitsienti quyidagi formula orqali aniqlanadi.μ= 1 1+ ϕ23 ( 2.4. 1) bu erda ϕ23 - g‘ildirakga burchak nurlanish koeffitsenti tez qiziydigan seksiyali pechlarda diametri 200mm gacha va uzunligi 2,5÷3m dan kam bo‘lmagan trubalar qizdiriladi. Shu sababli hisoblashlarda har bir seksiyani va unga tirkangan tamburani hisoblash uchastkasi deb qabul qilanadi. Cho‘ziq pechlarga metallarga (poloslar, lentalar) termik va termoximik ishlov berishga mo‘ljallangan gorizontal va vertikal (minirali) pechlar kiradi. Vertikal pechlarda kengligi 1550 mm gacha va qalinligi 1 mm gacha gorizontal pechlarda esa qalinligi 6mm gacha bo‘lgan polosalar yoki lentalarga termik va termoximik ishlov beriladi.gorizontal cho‘ziq pechlar ham xuddi tagi g‘ildirakli (rolikli) pechlardek hisoblanadi lekin qizish va sovishda 0ildiraklarning ta’siri hisobga olinmaydi. Vertikal (minorali) pechlarda polosalar yoki lentalar orasida to‘siq bo‘lmasligi mumkin, lekin qizitish yoki sovitish vositalariga nisbatan metallni simmetrik joylashuvi o‘z navbatida har bir yo‘lakni adiabotik yuzalar orqali ajratilgan deb qarashga asos bo‘ladi. 2.5. Termik pechlarda metallarga nazoratlangan atmosferada termik ishlov berish uchun qo‘llaniladigan qurilmalar Nazoratlangan atmosfera deganda metall va qotishmalarni termik ishlash jarayonida ularni sirtiga bir yoki bir nechta gazlardan tashkil topgan gaz muhitini yo‘naltirilgan nazoratlangan ta’siri tushuniladi[5-9].](/data/documents/fa9020a7-8bfb-4b03-af39-5d7c424ce399/page-37.png)
![Hisoblashlar uchun quyidagi ma’lumotlardan foydalanamiz[5-8]. - termik ishlob berish rejimi - 950 0 C gacha - qizitiladi 30 grad/ min tezlikda 950 0 C dan 650 0 C gacha boshqarilib sovitiladi va 650 0 C dan 150 0 C gacha tezlashgan holda sovitiladi. - termik ishlov berish shartlari – ravshan, tarkibida 95% N 2 5% H 2 bo‘lgan himoya gazi atmosferasida - Qiziydigan metall- qalinligi δm= 0,01 m eni vm= 1,3 m va uzunligi l= 6m bo‘lgan yuqori uglerodli po‘latdan tayyorlangan po‘lat listlar bo‘lib boshlang‘ich temperaturasi tm.nag = 20 0C , zichligi esa ρm= 7850 kg /m 3 ga teng. - pechning unumdorligi p= 10 tonna soat - yoqilg‘i –yonish issiqligi Q H P= 35 Mj /m3 bo‘lgan tabiiy gaz Yuqorida 3.1-jadvalda keltirilgan yo‘riqnomaga muvofiq metallni radiatsion trubalar yordamida ikki tomonlama qizdiriladigan kamerada sovitiladigan devorlar va himoyalangan gaz bilan ikki tomonlama oqim bilan boshqarib sovitiladigan himoya gazi bilan ikki tomonlama oqimli tezlashtirilib sovitiladigan deb qabul qilamiz. Ishchi fazoning balandligi H = 1,5 m va enini B=1,58 m ga teng. G‘ildiraklar (roliki)ni qadami Sp= 0,464 m qilib joylashtirilgan va diametri D p= 0,18 m bo‘lgan suv bilan sovitiladigan sopfodan iborat deb qaraymiz. Po‘lat listlar qizishini hisoblashni nurlanish orqali issiqlik almashinuv qonuniga muvofiq olib boramiz.](/data/documents/fa9020a7-8bfb-4b03-af39-5d7c424ce399/page-44.png)
![Po‘lat listlar qizishini hisoblashni quyidagi uchta hisoblash uchsatkasiga bo‘lib amalga oshiramiz. Birinchi hisoblash uchastkasida qizish tm.n= 20 0C dan tm1= 300 0C gacha, ikkinchi uchastkada – qizish tm1= 300 0C dan tm2= 650 0C gacha va uchinchi uchastkada-qizish tm2= 650 0C dan tm3= 950 0C gacha. Qizidirishda TRT tipli tupikli radiatsion trubadan foydalanamiz. Truba diametri Dtr= 0,19 m bo‘lib Str= Sp= 0,64 m shag bilan joylashgan bo‘ladi. Radiatsion truba sirtidagi temperaturani ttr= 1000 0C deb qabul qilamiz. Qiziydigan metallning qaralik darajasini Em= 0,7 radiatsion truba yuzasida esa Etr= 0,8 ga teng deb qabul qilamiz. Quyidagi nisbatning son qiymati uchun Str D tr = 0,64 0,19 = 2,44 (3.1.1) Radiatsion trubadan metallga bo‘lgan burchak koeffitsentini [5] devorni hisobga olgan holda ϕ12 0= 0,61 va metaldan radiatsion trubaga burgan koeffitsentini esa devorini hisobga olgan holda ϕ21 0= 0,78 ga teng deb qabul qilamiz. Keltirilgan nurlanish koeffitsentini quyidagi munosabat orqali hisoblaymiz. CprH=Cs ϕ120 1+( 1 Etr −1)ϕ120+( 1 EH −1)ϕ210 (3.1.2) (3.1.2.) ga son qiymatlarini qo‘yib quyidagicha ega bo‘lamiz.](/data/documents/fa9020a7-8bfb-4b03-af39-5d7c424ce399/page-45.png)
![CprH=Cs ϕ120 1+( 1 Etr −1)ϕ120+( 1 EH −1)ϕ210 = ¿5,77 0,61 1+( 1 0,8 −1)0,61 +( 1 0,7 −1)0,78 =2,37 Vt m2K4 bu erda Cs= 5,77 Vt m2K4 -absolyut qora jismni nurlanish koeffitsenti. Quyidagi nisbat uchun Sr D r = 0,464 0,18 = 2,58 (3.1.3) [5] dan g‘ildirak (rolik) larga bo‘lgan burchak koeffitsentini ϕ23= 0,47 ga tengligini aniqlaymiz. Qizishning nosimmetriklik koeffitsentini (3.1.3) munosabat orqali aniqlaymiz. μH= 1 1+ϕ23 = 1 1+0,47 = 0,68 Metallni hisoblangan qalinligini μH e’tiborga olgan holda munosabat orqali aniqlaymiz. Sr= μH⋅δm (3.1.4) (3.1.4) ga son qiymatlarini qo‘yib Sr= μH⋅δm= 0,68 ⋅0,01 = 0,0068 m Butun qizish davrida metallni o‘rtacha temperaturasi tm.sr= 0,5 (tm.n+tm 3 ) (3.1.5) (3.1.5) ga son qiymatlarini qo‘yib tm.sr uchun quyidagini olamiz. tm.sr= 0,5 (tm.n+tm3)= 0,5 (20 +950 )= 485 0C](/data/documents/fa9020a7-8bfb-4b03-af39-5d7c424ce399/page-46.png)
![Bu tm.sr= 485 0C temperaturada yuqori uglerodli po‘latning issiqlik o‘tkazuvchanlik koeffitsenti uchun P 17 davjal [5] dan quyidagicha ega bo‘lamiz λm= 35 ,9 V t m⋅K Qo‘yidagi Stark radiatsion sonini hisoblash orqali teplotexnik yupqa jism oblastini aniqlaymiz. Sk = C pr H 100 ( ttr+273 100 ) 3Sp λm ≤ 0,15 (3.1.6) (3.1.6) ga kattaliklar son qiymatlarini qo‘yib Sk = Cpr H 100 ( ttr+273 100 ) 3Sp λm = ¿2,73 100 ( 1000 +273 100 ) 30,0068 35 ,9 =0,009 <0,15 Bundan ko‘rinadiki po‘lat listlar teplotexnik yupqa list ekan. Yuqorida zikr qilingan hisoblash uchastkalari uchun qizish davomiyligini aniqlaymiz. Birinchi hisoblash uchastkasi Metallni boshlang‘ich temperaturasi tm.nag = 20 0C Oxirgi temperaturasi esa tm1= 300 0C Metallni o‘rtacha issiqlik sig‘imini tm= 300 0C Temperatura uchun P 17 jadvalidan [5] Cm1= 0,523 Kj kg ⋅K ga tengligini aniqlaymiz. 3.2.1–rasmdan [5] ttr= 1000 0C va tm.n= 20 0C temperaturalarda boshlang‘ich temperatura faktori ξH 1= 0,011 ga tengligini ttr= 1000 0C va](/data/documents/fa9020a7-8bfb-4b03-af39-5d7c424ce399/page-47.png)
![tm= 300 0C temperaturalarda esa so‘nggi temperatura faktori ξH1 1 = 0,022 ga tengligini aniqlaymiz. Birinchi hisoblash uchastkasi uchun qizish davomiyligini quyidagi munosabat orqali hisoblaymiz. τH1= Sp⋅Pm⋅C m1 3,6 kf⋅C pr H (ξH1 1 − ξH 1) (3.1.7) bu erda kf - list uchun shakl koeffitsenti bo‘lib kf= 1,0 ga teng. (3.1.7) ga son qiymatlarini qo‘yib τH1 uchun quyidagiga ega bo‘lamiz. τH1= Sp⋅Pm⋅Cm1 3,6 kf⋅Cpr H (ξH1 1 − ξH 1)= 0,0068 ⋅7850 ⋅0,523 3,6 ⋅1,0 ⋅2,37 (0,022 − 0,011 )= 0,036 soat Ikkinchi hisoblash uchastkasi Metallning boshlang‘ich temperaturasi tm1= 300 0C . Metalning so‘nggi temperaturasi tm2= 650 0C . Metallni o‘rtacha issiqlik sig‘imi tm1= 300 0C dan tm2= 650 0C gacha temperatura diapazonlarida quyidagi munosabat orqali aniqlaymiz. Cm2= im2−im1 tm2−tm1 (3.1.8) bu erda im2 va im1 - metallni issiqlik saqlovchanligi ( Kj kg ) bo‘lib tm2 va tm1 temperaturalar uchun P 17 jadvaldan [5] aniqlaymiz. (3.1.8) ga kattaliklar son qiymatlarini qo‘yib quyidagiga ega bo‘lamiz. Cm2= im2− im1 tm2− tm1 = 394 − 157 650 − 300 = 0,677 Kj kg ⋅K 3.1.2 -rasmdan [5] ttr= 1000 0C va tm1= 300 0C temperaturalar uchun boshlang‘ich temperatura faktorini ξН1= 0,022 ga tengligini,](/data/documents/fa9020a7-8bfb-4b03-af39-5d7c424ce399/page-48.png)
![ttr= 1000 0C va tm2= 650 0C temperaturalar uchun esa oxirgi temperatura faktorlarini ξН2= 0,037 ga tengligini aniqlaymiz. Ikkinchi hisoblash uchastkasi uchun qizish davomiyligi τH2 ni (3.1.7) munosabat orqali hisoblaymiz. τH2= Sp⋅Pm⋅Cm2 3,6 ⋅kf⋅C pr H (ξH2 ¿ − ξH1 ¿ )= 0,0068 ⋅7850 ⋅0,677 3,6 ⋅1,0 ⋅2,37 (0,037 − 0,022 )= 0,063 soat Uchinchi hisoblash uchastkasi Metallni boshlang‘ich temperaturasi tm2= 650 0C . Metallni oxirgi temperaturasi esa tm3= 950 0C ga teng. Metallni tm2= 650 0C dan tm3= 950 0C gacha temperatura diapazonidagi issiqlik sig‘imi uchun im3 va im2 - issiqlik saqlovchanliklarini e’tiborga olgan holda P17 jadvaldan [5] hamda (3.1.8) munosabatdan foydalanib C m3= 0,884 Kj kg ⋅K ga ega bo‘lamiz. 3.1.2-rasmdan [5] ttr= 1000 0C va tm2= 650 0C temperaturalar uchun boshlang‘ich temperatura faktorini ξH2= 0,037 ga tengligini, ttr= 1000 0C va tm3= 950 0C temperaturalar uchun esa oxirgi temperatura faktorini ξH3= 0,066 ga tengligini aniqlaymiz. Uchinchi hisoblash uchastkasi uchun qizish davomiyligi τH3 ni (3.1.7) munosabat orqali aniqlaymiz. τH3= Sp⋅Pm⋅Cm3 3,6 ⋅kf⋅CprH (ξH3 ¿ − ξH2 ¿ )= 0,0068 ⋅7850 ⋅0,884 3,6 ⋅1,0 ⋅2,37 (0,066 − 0,037 )= 0,16 soat Qizishning umumiy davomiyligi τ H = τ H1 + τ H2 + τ H3 = 0 , 036 + 0 , 063 + 0 , 16 = 0 , 259 soat](/data/documents/fa9020a7-8bfb-4b03-af39-5d7c424ce399/page-49.png)
![3.2. Po‘lat listlarni boshqarilib sovishini hisoblash Po‘lat listlarni boshqarilib sovish zonasini ikkita uchastkaga bo‘lamiz: suv bilan sovitiladigan devorlari bo‘lgan kamerada metall tm4= 800 0C temperaturagacha bir tomonlama sovitilishi natijasida soviydi va ximoya gazi bilan ikki tomonlama sharrali oqimi sovitish kamerasida boshqarilib sovitishning tomomlanadigan tm5= 650 0C temperaturasigacha sovutiladi [5- 10]. Suv bilan sovitiladigan devorlari bo‘lgan kamerani hisoblash. Suv bilan sovitiladigan devorlari bo‘lgan kamerada po‘lat listlarni boshqarilib sovishini hisoblashni, xuddi nurlanish qonuni asosida issiqlik almashinuvini hisoblashda amalga oshiramiz. Devor temperaturasini ts= 40 0C ga devorning qoralik darajasini esa Es= 0,85 ga teng deb qabul qilamiz. Metallni boshlang‘ich temperaturasi tm3= 950 0C , oxiri temperaturasi esa tm4= 800 0C ga teng. Suv bilan sovitiladigan devorli kameradagi metallni o‘rtacha temperaturasi tm.sr4= 0,5 (tm3+tm4)= 0,5 (950 +800 )= 875 0C (3.2.1) Metallni tm3= 950 0C dan tm4= 800 0C gacha temperatura diapazonidagi o‘rtacha issiqlik sig‘imi P17 jadvaldan [5] foydalanib С m40 ,683 kj /(kg ⋅k) ga tengligini aniqlaymiz. Nurlanishning burchak koeffitsenti metalldan devorga ϕms = 1,0 ga teng bo‘lsa devordan metallga esa](/data/documents/fa9020a7-8bfb-4b03-af39-5d7c424ce399/page-50.png)
![ϕms = Fm Fs = 1,3 3,0 = 0,43 (3.2.2) ga teng bo‘ladi bu erda Fm -metallni issiqlik beruvchi yuzasi Fm=vm=1,3 m2 m , Fs -suv bilan sovitiladigan devor yuzasi Fs= V+2H 2 = 1,5 +2⋅1,5 2 = 3,0 m2 m Keltirilgan nurlanish koeffitsentini (3.2.1) munosabat orqali aniqlaymiz. С pr 0 = C s ϕsm 1+( 1 Es − 1)ϕsm +( 1 Em − 1)ϕms = ¿0,43 1+( 1 0,85 − 1)0,43 +( 1 0,7 − 1)1,0 = 1,66 Vt m 2⋅K 4 Pech atmosferasining o‘rtacha temperaturasi tp.sr= 0,5 (tm.sr4+ts)= 0,5 (875 +40 )= 458 0C Metallni chegaraviy qatlamidagi o‘rtacha temperatura tm.p= 0,5 (tm.sr4+tp.sr)= 0,5 (875 +458 )= 667 0C Metall va pech atmosferasi orasidagi temperaturalar farqi Δt m−p= tm.sr4− tp.sr= 875 − 458 = 417 0C Metalldan pech atmosferasiga erkin konveksiya orqali issiqlik berish koeffitsentini tm−p= 667 0C va Δt m−p= 417 0C temperaturalar uchun 3.2.1-rasmdan [5] foydalanib αm−p= 5,5 Vt /(m 2⋅K ) ga tengligini aniqlaymiz. Devor chegaraviy qatlamidagi o‘rtacha temperatura tp−s= 0,5 (tp.sr+ts)= 0,5 (458 +40 )= 249 0C Pech atmosferasiva devor oralig‘idagi temperaturalar farqi Δt p−s= tp.sr− ts= 458 − 40 = 418 0C](/data/documents/fa9020a7-8bfb-4b03-af39-5d7c424ce399/page-51.png)
![Pech atmosferasidan devorga tp−s= 249 0C va Δt p−s= 418 0C temperaturalarda erkin konveksiya orqali issiqlik berish koeffitsentini 3.2.1- rasmdan [5] foydalanib αp−s= 8,5 Vt /(m 2⋅K ) ga tengligini aniqlaymiz. Metalldan devori konveksiya orqali keltirilgan issiqlik berish koeffitsenti αpr= ( 1 αm−p + Fm F s 1 αp−s) −1 (3.2.3) (3.2.3) ga qatnashuvchi kattaliklar son qiymatlarini qo‘yib αpr uchun quyidagiga ega bo‘lamiz. αpr= ( 1 αm−p + Fm Fs 1 αp−s) −1 = ¿( 1 5,5 +2,6 6,0 1 8,5 ) −1 = 4,3 Vt m2⋅K Konveksiya orqali shartli issiqlik berish koeffitsentini nurlanish koeffitsenti birligida quyidagi munosabat orqali hisoblaymiz. C k= αpr tm.sr4− ts ( tm.sr4+273 100 ) 4 − ( ts+273 100 ) 4 (3.2.4) (3.2.4) munosabatga qatnashuvchi temperaturalar ya’ni tm.sr= 875 0C va ts= 40 0C larni son qiymatlarini qo‘yib](/data/documents/fa9020a7-8bfb-4b03-af39-5d7c424ce399/page-52.png)
![Ck= αpr tm.sr4− ts ( tm.sr4+273 100 ) 4 −( ts+273 100 ) 4= ¿4,3 875 − 40 ( 875 +273 100 ) 4 − ( 40 +273 100 ) 4= 0,2 Vt m2⋅K 4Konveksiyani hisobga olgan holda keltirilgan nurlanish koeffitsenti C pr1 0 = C pr 0 +C k (3.2.5) (3.2.5) ga C pr 0 = 1,66 Vt m 2⋅K 4 va C k= 0,2 Vt m 2⋅K 4 kattaliklar qiymatlarini qo‘yib quyidagiga ega bo‘lamiz. C pr1 0 = C pr 0 +C k= 1,66 +0,2 = 1,86 Vt m2⋅K 4 (3.2.2) rasmdan [5] foydalanib tm= 950 0C va ts= 40 0C temperaturalar uchun boshlang‘ich temperatura faktori ξ01= 0,04 ni hamda ts= 40 0C va tm= 950 0C temperaturalar uchun esa oxiri temperatura faktori ξ02= 0,05 ni olamiz. Bir tomonlama sovitilishda metallni hisoblangan qalinligi metall listining qalinligiga teng bo‘ladi. Sp= δm= 0,01 m Sovush davomiyligi uchun yuqorida zikr qilingan kattaliklarni hisobga olib quyidagiga ega bo‘lamiz. τp1= Sp⋅Pm⋅Cm4 3,6 kf⋅C pr1 H (ξ02 1− ξ01 1 )= 0,01 ⋅7850 ⋅0,683 3,6 ⋅1,0 ⋅1,86 (0,05 − 0,04 )= 0,08 soat Oqimli sharrali sovitish kamerasini hisoblash](/data/documents/fa9020a7-8bfb-4b03-af39-5d7c424ce399/page-53.png)
![Po‘lat listlarni oqimli sharrali sovitish kamerasida boshqarilib sovishni hisoblashni xuddi konveksiya orqali issiqlik almashinuvi qonunidagidek amalga oshiramiz. Himoya gazining o‘rtacha temperaturasi tzg1= 120 0C ga va oqim tezligiga esa ω1= 10 m /s ga teng bo‘lib, kengligi v=0,005 m bo‘lgan tirqishli teshikdan oqib chiqadi deb qabul qilamiz. Trubacha uzunligi l= V = 1,5 m , pech uzunligi bo‘ylab trubalar qadami Ss= Sp− 0,464 m va oqib chiqish sirtidan metallgacha bo‘lgan masofa esa h= 0,13 m ga teng. Metallni boshlang‘ich temperaturasi tm4= 800 0C dan tm5= 650 0C gacha temperatura diapazonida P17 jadvaldan [5] va (3.2.8) foydalanib hisoblasak С m5= 1,085 Kj /(kg ⋅K ) ga teng bo‘ladi. CHegaraviy qatlamni o‘rtacha temperaturasi tm−g1= 0,5 (tm.sr5+tzg1)= 0,5 (725 +120 )= 423 0C Azot himoya gazini yassi teshikdan oqimli sharrali chiqishida konveksiya orqali issiqlik berish koeffitsentini ω1= 10 m /s , tm−g1= 423 0C , S= 0,464 m , h 2v = 0,13 2⋅0,005 = 13 kattaliklar uchun aniqlasak α01= 31 ,3Vt /(m2⋅K ) Ikki tomonlama sovitishda metallni hisoblangan qalinligi metall list qalinligining yarmiga teng bo‘ladi. Sp= δm 2 = 0,01 2 = 0,05 m Sovish davomiyligini quyidagi munosabat orqali hisoblaymiz.](/data/documents/fa9020a7-8bfb-4b03-af39-5d7c424ce399/page-54.png)
![τp2= 0,64 Sp⋅Pm⋅Cm5 K f⋅α01 lg ( tm4− tz⋅g1 tm5− tz⋅g1)(3.2.6) (3.2.6) ga qatnashuvchi kattaliklar son qiymatlarini qo‘yib τp2 uchun quyidagicha ega bo‘lamiz. τp2= 0,64 Sp⋅Pm⋅Cm5 Kf⋅α01 lg ( tm4−tz⋅g1 tm5− tz⋅g1)= ¿0,64 0,005 ⋅7850 ⋅1,085 1,0 ⋅31 ,3 lg( 800 − 120 650 − 120 )=0,094 soat Boshqarilib sovishning umumiy davomiyligi τp= τp1+τp2= 0,08 +0,094 = 0,174 soat Sovush tezligi tm3− tm5 60 τp = 950 − 650 60 ⋅0,174 = 28 ,7 grad min 3.3. Po‘lat listlarni jadal sovishini hisoblash Oqimli sovitish kamerasida po‘lat listlarni jadal (tezlashib) sovushini hisoblashni xuddi konveksiya qonuni orqali issiqlik almashinishni hisoblagandek amalga oshiramiz[5-7,19-21]. Listlarni jadal sovushini hisoblashni ikki uchastkaga bo‘lib amalga oshiramiz: birinchi hisoblash uchastkasi tm5= 650 0C dan tm6= 500 0C dan temperaturagacha sovush va ikkinchi hisoblash uchastkasi tm6= 500 0C dan tm7= 150 0C temperaturagacha sovush Birinchi hisoblash uchasikasi](/data/documents/fa9020a7-8bfb-4b03-af39-5d7c424ce399/page-55.png)
![O‘rtacha temperaturasi tz.g2= 100 0C bo‘lgan himoya gazini tirqishlari kengligi v=0,005 m bo‘lgan trubachalardan oqib chiqish tezligini ω 2= 20 m /s ga teng deb olamiz. Trubachalar uzunligi l= B= 1,5 m , pech uzunligi bo‘ylab trubachalar qadami S s = S r = 0,464 m , oqich chiqish tekisligidan metallgacha bo‘lgan masofa h= 0,13 m Metallni boshlang‘ich temperaturasi t m 5 = 650 0 C bo‘lib oxirgi temperaturasi esa tm6= 500 0C ga teng. Kamerada metallni o‘rtacha tempera tm.sr 6= 0,5 (tm5+tm6)= 0,5 (650 + 500 )= 575 0C Metallni o‘rtacha issiqlik sig‘imini tm5= 650 0C dan t m 6 = 500 0 C gacha temperaturalar uchun P 17 dajvali [5] foydalanib Сm6= 0,751 kJ kg ⋅K ga tengligini aniqlaymiz. Chegaraviy qatlamni o‘rtacha temperaturasi tm−g2= 0,5 (tm.sr6+tz.g2)= 0,5 (575 +100 )= 337 0C Azot himoya gazni yassi teshikdan sharrali oqib chiqishida konveksiya orqali issiqlik berish koeffitsenti ω 2= 20 m /s , tm−g2= 337 0C , S= 0,464 m , h/2v= 0,13 /2⋅0,005 = 13 qiymatlar uchun 2.15- rasmdan [5] foydalanib x 02 = 57 Vt m 2 ⋅ K ga tengligini aniqlaymiz. Ikki tomonlama sovishda metallni hisoblangan qalinligi po‘lat list qalinligining yarmiga teng bo‘ladi. S p = δ m 2 = 0,01 2 = 0,005 m](/data/documents/fa9020a7-8bfb-4b03-af39-5d7c424ce399/page-56.png)
![Sovush davomiyligini (3.3.14) munosabat orqali hisoblaymiz.τ01 = 0,64 Sp⋅pm⋅C m6 K f⋅α02 lg ( tm5− tz.g2 tm6− tz.g2)= ¿0,64 0,005 ⋅7850 ⋅0,751 1,0 ⋅57 lg ( 650 − 100 500 − 100 )= 0,05 soat Iikinchi hisoblash uchastkasi Himoya gazini tz.g3= 85 0C o‘rtacha temperaturada kengligi v= 0,005 m bo‘lgan tirqishli trubachalardan oqib chiqish tezligini ω 3 = ω 2 = 20 m /s ga teng deb qabul qilamiz. Trubalar uzunligi l= v= 1,5 m , pech uzunligi bo‘yicha trubachalar qadami Ss= Sr= 0,464 m va oqib chiqish tekisligidan metallgacha bo‘lgan masofa h= 0,13 m ga teng. Metallning boshlang‘ich temperaturasi tm6= 500 0C dan tm7= 150 0C gacha bo‘lgan temperatura diapazonidagi issiqlik sig‘imini P 17 jadvaldan [5] foydalanib С m7= 0,589 kJ kg ⋅K ga tengligini aniqlaymiz. Chegaraviy qatlamni o‘rtacha temperaturasi t m − g 3 = 0,5 (t m . sr 7 +t z . g 3 )= 0,5 (325 +85 )= 205 0 C Azot himoya gazini yassi teshikdan sharrali oqib chiqishida konveksiya orqali issiqlik berish koeffitsentini ω 3= 20 m s , tm−g3= 205 0C ,](/data/documents/fa9020a7-8bfb-4b03-af39-5d7c424ce399/page-57.png)
![S= 0,464 m , h/2 v= 0 ,13 /2⋅0 ,005 = 13 kattaliklari uchun [5] foydalanib x03 = 63 Vt m 2⋅K ga tengligini aniqlaymiz. Metallni hisoblangan qalinligi Sr= 0 ,005 m ga teng. Ikkinchi hisoblash uchastkasida sovush davomiyligi (3.3.14) munosabat orqali a niqlaymiz. τ02= 0,64 Sp⋅pm⋅Cm7 K f⋅α03 lg ( tm6− tz.g3 tm7− tz.g3)= ¿0,64 0,005 ⋅7850 ⋅0,589 1,0 ⋅63 lg ( 500 − 85 150 − 85 )= 0,19 soat Jadal sovishning umumiy davomiyligi τo= τ01 + τ02 = 0 ,05 + 0 ,19 = 0 ,24 soat Metallga qizdirib ishlov berishning umumiy davomiyligi τ0= τH + τr+ τo= 0,259 + 0,174 +0 ,24 = 0 ,673 soat 3.4. Pechni asosiy parametrlari va o‘lchamlarini hisoblash Pech quyimini quyidagi munosabat orqali aniqlaymiz. G = p⋅τ (3.4.1) bu yerda p= 10 tonna /soat ga teng bo‘lib, pechning hisoblangan soatiy unumdorligi; τ= 0 ,673 soat ga teng bo‘lib, metallni hisoblangan qizish davomiyligi [5-10,17-20]. (3.4.1) ga son qiymatlarini qo‘yib G uchun quyidagiga ega bo‘lamiz. G = p⋅τ= 10 ⋅0 ,673 = 6 ,73 tonna](/data/documents/fa9020a7-8bfb-4b03-af39-5d7c424ce399/page-58.png)
![ns= 2(Lr2+L0) Ss(3.4.8) (3.4.8) na Lr2= 10 m ; Lo= 25 ,6 m va Ss= Sr= 0 ,464 m kiymatlarni qo‘yib ns uchun ns= 2(Lr2+ L0)/Ss= 2(10 +25 ,6)/0 ,464 = 153 3.5. Pechning issiqlik balansini hisoblash Pechni issiqlik balansini metallni qizishi uchun lozim bo‘lgan yoqilg‘i sarfini aniqlash uchun va issiqlik balansining har xil statyalarini yoqilg‘ini solishtirma sarfiga ta’sirini o‘rganish uchun tuziladi[5-9,11-20]. Pech ishchi fazosining issiqlik balansi issiqlikni kirim va sarfini bog‘lovchi tenglama bo‘lib hisoblanadi. Issiqlik balansini tuzishda yoqilg‘i turi, yonish issiqlik, unumdorligi va yoqilg‘ini yonish shartlari berilgan bo‘ladi. Issiqlikni kirim qismi hisobi. Yoqilg‘ini ximik issiqligini quyidagi munosabat orqali hisoblaymiz. Q x= Q H P⋅V T (3.5.1) Bu yerda VT - yoqilg‘i sarfi, m 3/soat ; QH P - yoqilg‘ini quyi yonish issiqligi, Mj m3 bo‘lib Q H P = 35 Mj m 3 ga teng. U holda Q x= Q H P⋅V T= 35 V T( Mj m 3) Havoning fizik issiqlikligini quyidagi munosabat orqali hisoblaymiz.](/data/documents/fa9020a7-8bfb-4b03-af39-5d7c424ce399/page-62.png)
![Q B= α B⋅L 0⋅C B⋅tB⋅V T⋅10 −3 ( mj soat ) (3.5.2) bu erda αB - radiatsion truba gorelkalaridagi havoning sarf koeffitsenti bo‘lib α B= 1,2 ga teng, L0− 1m 3 (kg) yoqilg‘ini yonishi uchun kerak bo‘ladigan havoning nazariy ( α B= 1 ga teng bo‘lganda) miqdori bo‘lib L0= 9 ,29 ( m 3 kg ) ga teng, CB - havoning o‘rtacha issiqlik sig‘imi bo‘lib C B= 1 ,316 Kj m 3⋅K ga teng, tB - gorelkaga keladigan qizigan havo temperaturasi bo‘lib tB= 280 0C ga teng[5]. (3.5.2) ga qatnashuvchi kattaliklar son qiymatlarini qo‘yib QB uchun quyidagiga ega bo‘lamiz. Q B= α B⋅L0⋅C B⋅tB⋅V T⋅10 −3= ¿1,2 ⋅9 ,29 ⋅1 ,316 ⋅280 ⋅10 −3⋅V T= 4 ,11 V T( mj soat ) Issiqlikni sarf qismi hisobi CHiqib ketadigan yonish mahsulotlari orqali olib ketiladigan issiqlik tD= 800 0C va α D= 1,2 bo‘lgan hol uchun quyidagi munosabat orqali hisoblaymiz. Q D= iD⋅V T⋅10 −3 ( Mj soat ) (3.5.3)](/data/documents/fa9020a7-8bfb-4b03-af39-5d7c424ce399/page-63.png)
![bu erda iD -chiqib ketadigan yonish mahsulotlari entalpiyasi bo‘lib, quyidagi munosabat orqali aniqlanadi. iDҳ[С СО 2 tD ¿V CO 2+C H2O tD ¿V H2O+C N2 tD¿V N2+C B tD¿Lo(α− 1)]¿tD (3.5.6.) (3.5.6.) munosabatga qatnashuvchi kattaliklarni, yonish mahsulotlarining tD= 800 0C temperaturadagi qiymatlarini 10,4 PZ va P12 jadvallardan [5] aniqlab iD uchun quyidagiga ega bo‘lamiz. iDҳ[С СО 2 tD ¿V CO 2+C H2O tD ¿V H2O+C N2 tD¿V N2+C B tD¿Lo(α− 1)]¿tD= = [2,1311 ⋅0,987 +1,668 ⋅1,934 +1,3717 ⋅7,391 +1,3842 ⋅9,29 (1,2 − 1)]800 = 14432 Kj /m 3gaz (3.5.5) ga iD ni (3.5.6) orqali hisoblangan qiymatini qo‘yib QD uchun quyidagiga ega bo‘lamiz. Q D= iD⋅V T⋅10 −3= 14432 ⋅10 −3V T= 14 ,43 V T( Mj soat ) Devor orqali o‘tadigan solishtirma issiqlik oqimini hisoblash Ishchi fazoning ichki sirtidagi temperaturani tв= 900 0C va atrof muhit temperaturasini esa t 0 = 20 0 C ga teng deb qabul qilamiz. Qizish kamerasining devori: SHamot-tomon plita SHVP-350 qalinligi δsh = 100 mm , mullitokremnezemli plita MKRP-340 qalinligi δm= 100 mm va mineral paxta qalinligi δMV = 80 mm .](/data/documents/fa9020a7-8bfb-4b03-af39-5d7c424ce399/page-64.png)
![Qatlamlarning tegish joylaridagi temperaturalarni quyidagicha qabul qilamiz: Shamot-tolali va mullitokremnezemli plitada tsh −m= 640 0C mullitokremnezemli plita va mineral paxtada tM − MV = 400 0C , devorning tashqi sirtida tH= 50 0C . Shamot-tolali plitadagi o‘rtacha temperatura quyidagiga teng bo‘ladi. tsh = 0,5 (tv− tsh −m)= 0,5 (900 + 640 )= 770 0C (3.5.7) P25 va P3 jadvallar [5] orqali tsh = 770 0C temperatura uchun issiqlik o‘tkazuvchanlik koeffitsentini λsh = 0 ,165 V t/(m ⋅k ) ga tengligini aniqlaymiz. Mullitokremnezemli plitadagi o‘rtacha temperaturani quyidagi munosabat orqali hisoblaymiz. tM = 0,5 (tsh −m+ tM −MV ) (3.5.8) (3.5.8) ga temperaturalar qiymatlarini qo‘yib tM uchun quyidagiga ega bo‘lamiz. tM = 0,5 (tsh −m+ tM −MV )= 0,5 (640 + 400 )= 520 0C Yuqorida aniqlagan tM = 520 0C temperaturada P25 va P3 jadvallardan [5] foydalanib mullitokremnezemli plitaning issiqlik o‘tkazuvchanlik koeffitsentini λM = 0 ,175 V t/(m ⋅k) ga tengligini aniqlaymiz. Mineral paxtadan tayyorlangan matoning o‘rtacha temperaturasini quyidagi munosabat orqali hisoblaymiz. tMV = 0,5 (tM − MV + tH) (3.5.9)](/data/documents/fa9020a7-8bfb-4b03-af39-5d7c424ce399/page-65.png)
![(3.5.9) ga tM−MV = 400 0C va tH= 50 0C qiymatlarni qo‘yib tMB uchun quyidagiga ega bo‘lamiz. tMB = 0,5 (tM −MV + tH )= 0,5 (400 + 50 )= 225 0C P25 va P3 jadvallardan [5] foydalanib tMB = 225 0C temperaturada meneral paxtadan tayyorlangan matoning issiqlik o‘tkazuvchanlik koeffitsentini λMB = 0,1 V t/(m ⋅k) ga tengligini aniqlaymiz. Devor tashqi sirtidan atrof-muhitga issiqlik berish koeffitsentini quyidagi emperik munosabat orqali hisoblaymiz. α H= 7 + 0 ,05 tH (3.5.10) bu erda tH - devorning tashqi sirti temperaturasi bo‘lib t H = 60 0 C ga teng. U holda tH uchun quyidagiga ega bo‘lamiz. α H = 7 + 0 ,05 tH = 7 + 0 ,05 ⋅60 = 7 + 3= 10 Vt /(m 2⋅k ) Devor orqali o‘tadigan solishtirma issiqlik oqimini quyidagi munosabat orqali hisoblaymiz. q k= tv− t0 ∑ i ( δi λi)+ 1 α H = tv− t0 δsh λsh + δ m λm + δ MV λMV + 1 α H ( V t m 2) (3.5.11) (3.5.11) ga qatnashuvchi kattaliklar son qiymatlarini qo‘yib qk uchun quyidagiga ega bo‘lamiz. qk= tv− t0 δsh λsh + δm λm + δMV λMV + 1 α H = 900 − 20 0,1 0,165 + 0,1 0,175 + 0,08 0,1 + 1 10 = 430 V t m 2 Shamot –tolali va mullitokremnezemli plita katlami chegarasidagi temperaturani quyidagi munosabat orqali tekshiramiz.](/data/documents/fa9020a7-8bfb-4b03-af39-5d7c424ce399/page-66.png)
![V T1= V T1 nP.H1 = 83 ,7 9 = 9,3 m 3 soatIkkinchi hisoblash uchastkasi Metallni qizishi uchun sarflangan issiqlikni quyidagi munosabat orqali hisoblaymiz. Q M 2= P (C M 2 K ⋅tm2 K − C M 1 H ⋅tM 1 H ) (3.5.27) Bu yerda CM2 K va СM1 H lar tm2 K = 650 0C va tM 1 H = 300 0C Temperaturaga to‘g‘ri keladigan o‘rtacha issiqlik sig‘imlari, kJ kg ⋅K bo‘lib P17 jadvaldan [5] aniqlaymiz. U holda C M 2 K = 0 ,605 kJ kg ⋅K va C M 1 H = 0 ,523 kJ kg ⋅K larni olamiz. (3.5.27)ga kattaliklar son qiymatlarini qo‘yib Q M2= P (C M2 K ⋅tm2 K − C M1 H ⋅tM1 H )= − 10 (0,605 ⋅650 − 0,523 ⋅300 )= 2363 ,5MJ soat Devordan issiqlik o‘tkazuvchanlik orqali issiqlik yo‘qotilishi . Ikkinchi hisoblash uchastkasi uzunligini quyidagi munosabat orqali aniqlaymiz. LH 2= LH⋅τH 2 τH (3.5.28) (3.5.28)ga kattaliklar son qiymatlarini qo‘yib](/data/documents/fa9020a7-8bfb-4b03-af39-5d7c424ce399/page-72.png)
![Himoya atmosferasi boshlang‘ich temperaturasini tH= 20 0C ga teng deb qabul qilamiz va ikkinchi hisoblash uchastkasida himoya gazining yo‘qotilishi V a2= 7 m 3 soat bo‘lsin. Ikkinchi hisoblash uchastkasidagi himoya gazining oxirgi temperaturasi ta2= 0,5 (tM 2+ tTP ) (3.5.32) (3.5.32) ga son qiymatlarini qo‘yib ta2= 0,5 (tM 2+ tTP )= 0,5 (650 + 1000 )= 825 0C Bu temperatura uchun himoya atmosferasining issiqlik sig‘imini PZ- jadvaldan [5] aniqlaymiz, ya’ni, С а2= 1 ,37 kJ /(m 3⋅K ) Ikkinchi hisoblash uchastkasida himoya gazining qizishida issiqlik yo‘qotilishi Q a2= V a2⋅C a2⋅fa2⋅10 −3 (3.5.33) (3.5.33)ga kattaliklar son qiymatlarini qo‘yib Q a2= V a2⋅C a2⋅fa2⋅10 −3= 7⋅1 ,37 ⋅825 ⋅10 −3= 7,9 MJ soat Hisobga olinmagan yo‘qotilishlar Hisobga olinmagan yo‘qotilishlarni quyidagi munosabat orqali hisoblaymiz. Q H 2= 0,1 (Q M 2+ Q KL 2+ Q P.H 2+ Q a2) (3.5.34) (3.5.34) dan quyidagiga ega bo‘lamiz.](/data/documents/fa9020a7-8bfb-4b03-af39-5d7c424ce399/page-74.png)
![Bu yerda CM3 K va CM3 H lar tM 3 K = 950 0C va tM 3 H = 650 0C temperaturalardagi o‘rtacha issiqlik sig‘imlari bo‘lib P 17 jadval [5] orqali aniqlaymiz, ya’ni C M 3 K = 0 ,693 kJ kg ⋅K , C M 3 H = 0 ,605 kJ kg ⋅K . Bu qiymatlarni (3.5.36) ga qo‘yib Q M 3= P (C M 3 K ⋅tM 3 K − C M 3 H ⋅tM 3 H )= ¿10 (0 ,693 ⋅950 − 0 ,605 ⋅650 )= 2651 MJ soat Devorning issiqlik o‘tkazuvchanligi orqali issiqlik yo‘qolishini quyidagi ketma- ketlikda hisoblaymiz: Uchinchi hisoblash uchastkasi uzunligi LH 3= LH⋅τH 3 τH (3.5.37) (3.5.37)ga LH , τH3 va τH larning son qiymatlarini qo‘yib LH 3= LH⋅τH 3 τH = 27 ,6⋅0 ,16 0 ,259 = 17 ,05 m Devorning issiqlik beradigan yuzasi F KL 3= 2 (B + H )L H 3 (3.5.38) (3.5.38) ga qiymatlarini qo‘yib F KL 3= 2 (B + H )L H 3= 2(1,5 + 1,5 )⋅17 ,05 = 102 ,3 m 2 Uchinchi hisoblash uchastkasida devorning issiqlik o‘tkazuvchanligi orqali issiqlik yo‘qotilishini quyidagi munosabat yordamida hisoblaymiz. Q KL = 3,6 ⋅10 −3⋅qKL ⋅F KL 3 (3.5.39) (3.5.39) ga qKL va FKL 3 larni qiymatlarini qo‘yib](/data/documents/fa9020a7-8bfb-4b03-af39-5d7c424ce399/page-76.png)
![Uchinchi hisoblash uchastkasida himoya atmosferasining oxirgi temperaturasini quyidagi munosabat orqali aniqlaymiz.ta3= 0,5 (tM 3+ tTP ) (3.5.43) (3.5.43)ga son qiymatlarini qo‘yib ta3 uchun quyidagiga ega bo‘lamiz. ta3= 0,5 (tM 3+ tTP )= 0,5 (950 + 1000 )= 975 0C P3 jadvaldan [5] ta3= 975 0C temperaturaga mos kelgan himoya atmosferasining issiqlik sig‘imini aniqlaymiz. C a3= 1 ,39 kJ m 3⋅K Uchinchi hisoblash uchastkasida himoya atmosferasini qizishiga issiqlikni yo‘qotilishini quyidagi munosabat orqali aniqlaymiz. Q a3 = V a3 ⋅ C a3 ⋅ t a3 ⋅ 10 3 (3.5.44) (3.5.44)ga unda qatnashuvchi Va3 , Ca3 va ta3 lar qiymatlarini qo‘yib Q a3= V a3⋅C a3⋅ta3⋅10 3= 12 ⋅1 ,394 ⋅975 ⋅10 3= 16 ,3 MJ soat hisobga olinmagan yo‘qotilishlar Q H 3= 0,1 (Q M 3+ Q KL 3+ Q P.H3+ Q a3) (3.5.45) (3.5.45)ga qatnashuvchi issiqlik miqdorlarining qiymatlarini qo‘yib QH3 uchun quyidagiga ega bo‘lamiz: Q H 3= 0,1 (Q M 3+ Q KL 3+ Q P.H3+ Q a3)= ¿0,1 (2651 + 158 ,4 + 836 ,6+ 16 ,3 )= 366 ,2 MJ soat Uchinchi hisoblash uchastkasi uchun issiqlik balans tenglamasi:](/data/documents/fa9020a7-8bfb-4b03-af39-5d7c424ce399/page-78.png)