Bosh sahifa
Referatlar
Oziq-ovqat texnologiyasi
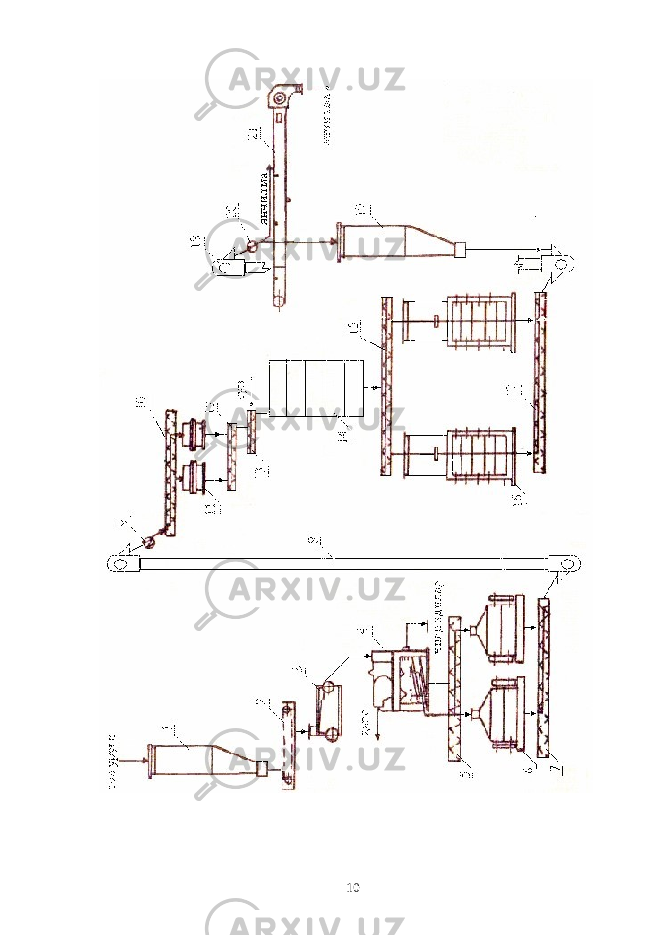
Кунига 110 т соя уруғини тўғридан-тўғри экстракциялаш жараёнига тайёрлаш технологияси
Кунига 110 т соя уруғини тўғридан-тўғри экстракциялаш жараёнига тайёрлаш технологияси
Yuklangan vaqt:
04.03.2024
Ko'chirishlar soni:
0
Hajmi:
105.4453125 KB
Ko'chirib olish
O'xshashlar
Ун тайёрлаш технологияси
Пишлоқ тайёрлаш технологияси
Ёғ мой саноатининг ривожланиш тарихи
Ўсимлик мойлари технологиялари
Мева ва сабзавотлардан консерва тайёрлаш технологияси