- Bosh sahifa
- Referatlar
- Metrologiya
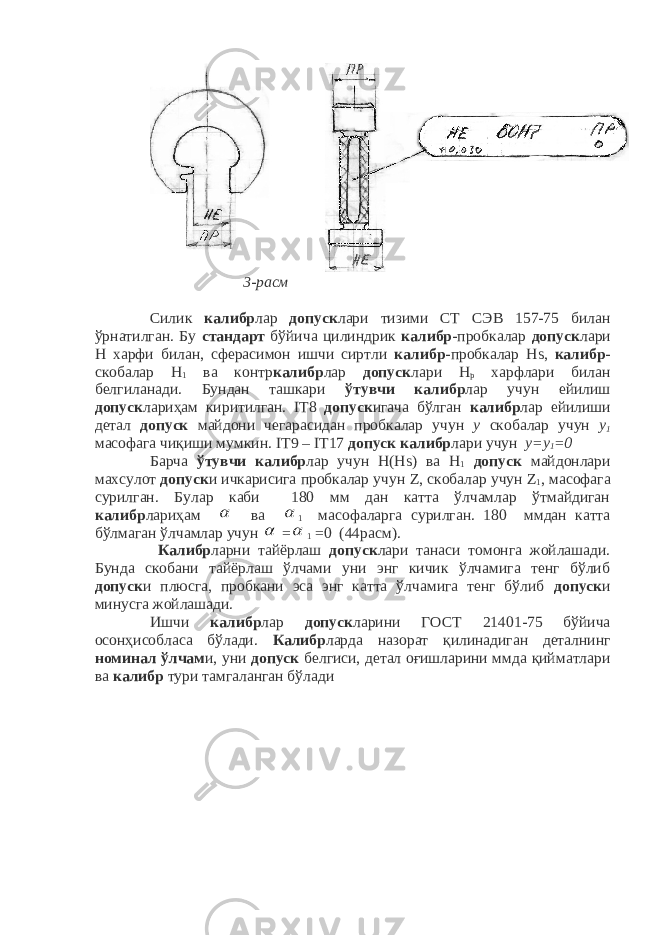
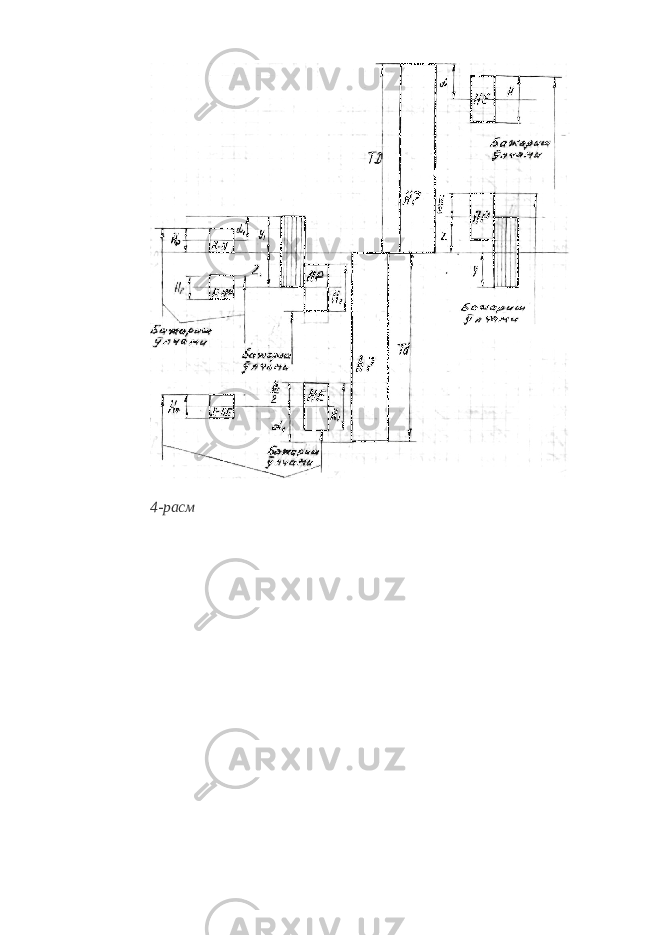
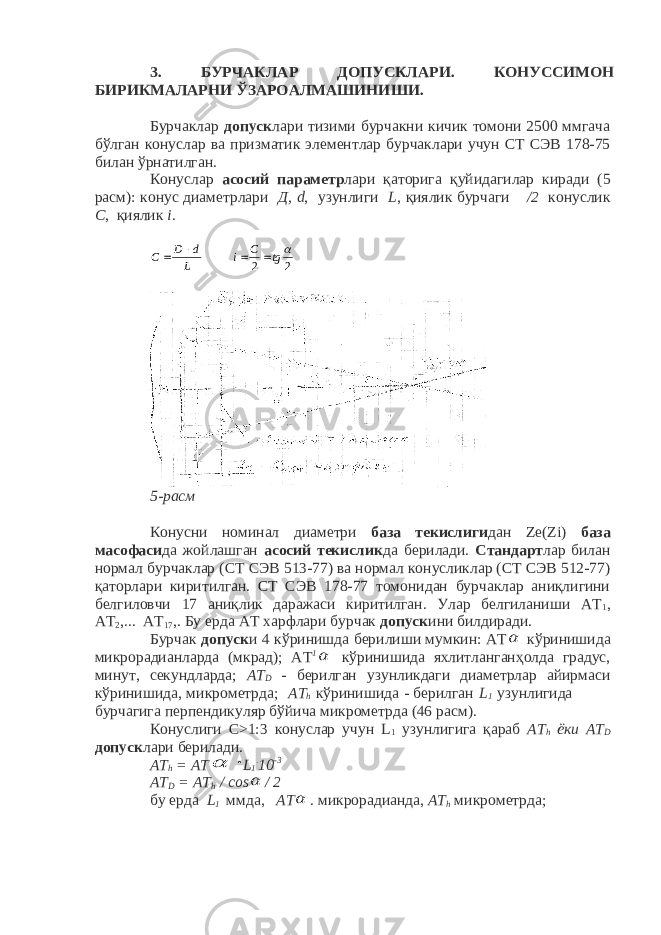
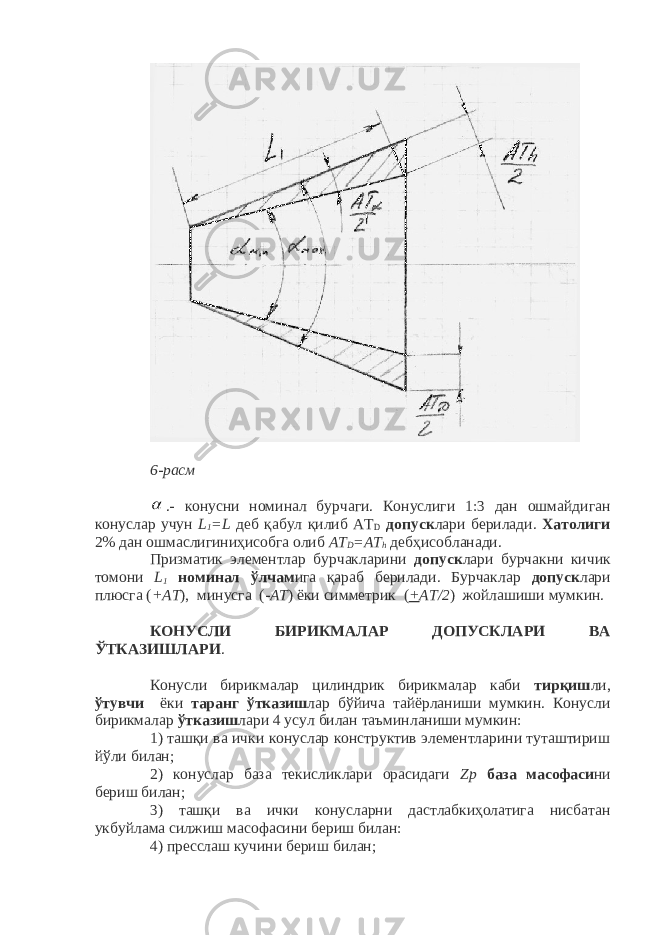
- Юмаланиш подшипникларини допусклари ва утказишлари. 500 мм гача булган улчамлар учун силлик калибрлар допусклари
Юмаланиш подшипникларини допусклари ва утказишлари. 500 мм гача булган улчамлар учун силлик калибрлар допусклари
Yuklangan vaqt:
20.09.2019