- Bosh sahifa
- Referatlar
- Materialshunoslik
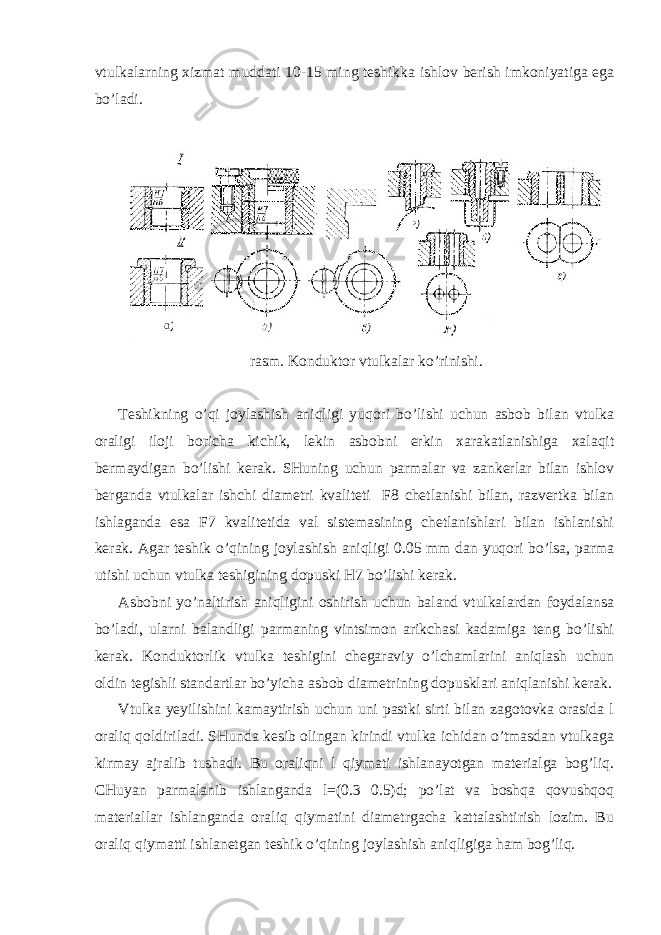
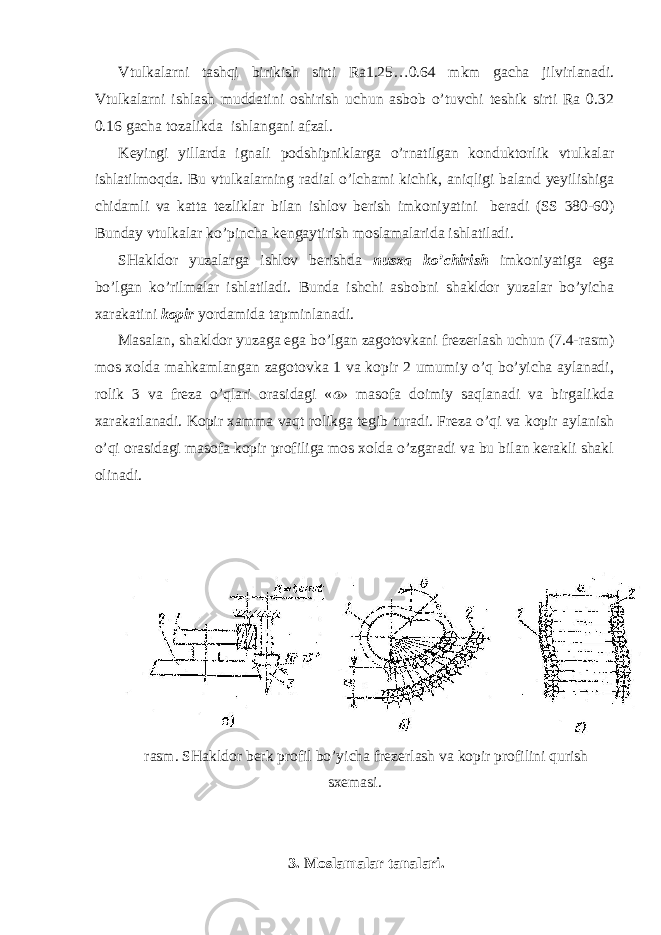
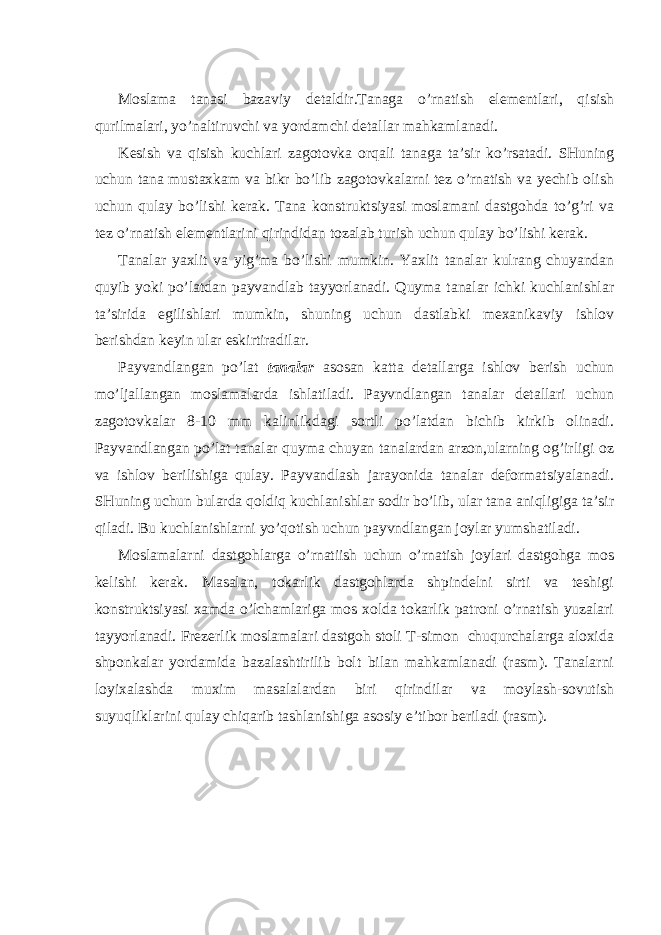
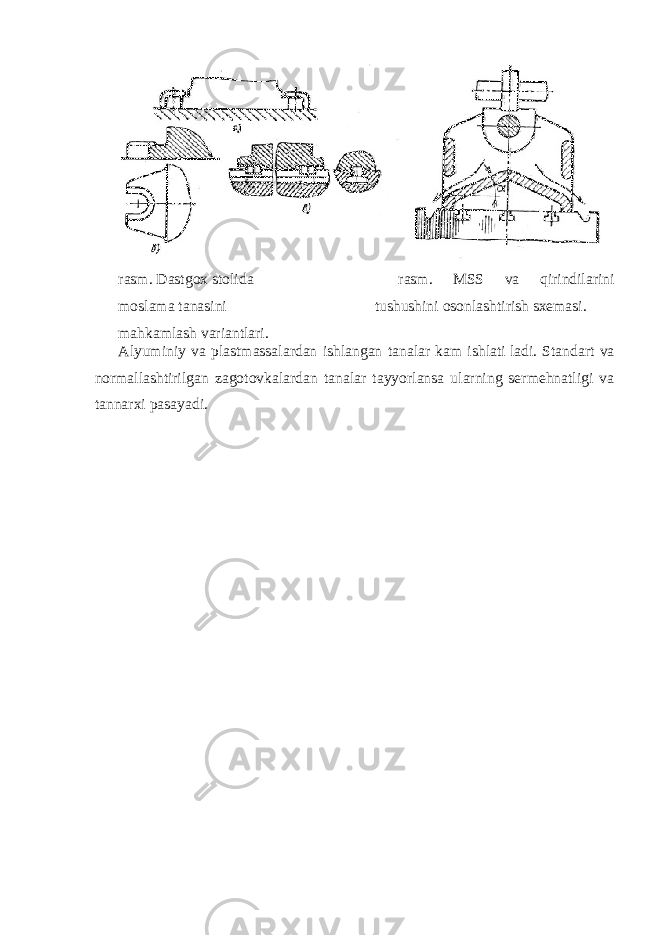
- Moslamalarda kesish asboblarini ishlov berish joyini va yo’nalishini aniqlovchi elementlar, tanalar
Moslamalarda kesish asboblarini ishlov berish joyini va yo’nalishini aniqlovchi elementlar, tanalar
Yuklangan vaqt:
20.09.2019