- Bosh sahifa
- Referatlar
- Materialshunoslik
- Avtomatik liniyalar, agregat stanoklari va dastur bo'yicha boshqariladigan stanoklar haqida asosrc tushunchalar
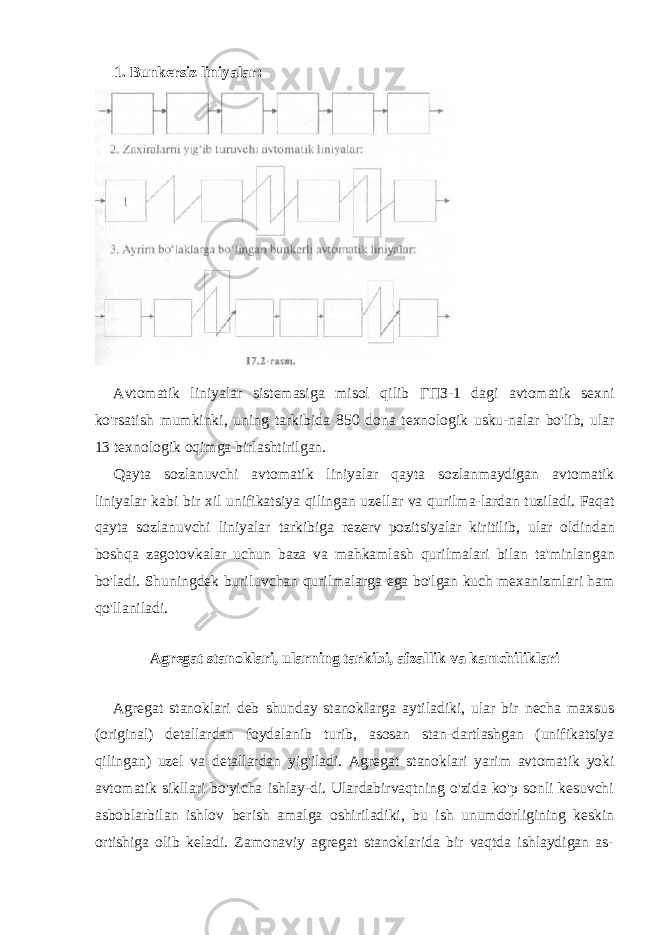
Avtomatik liniyalar, agregat stanoklari va dastur bo'yicha boshqariladigan stanoklar haqida asosrc tushunchalar
Yuklangan vaqt:
20.09.2019