Bosh sahifa
Kurs ishlari
To'qimachilik
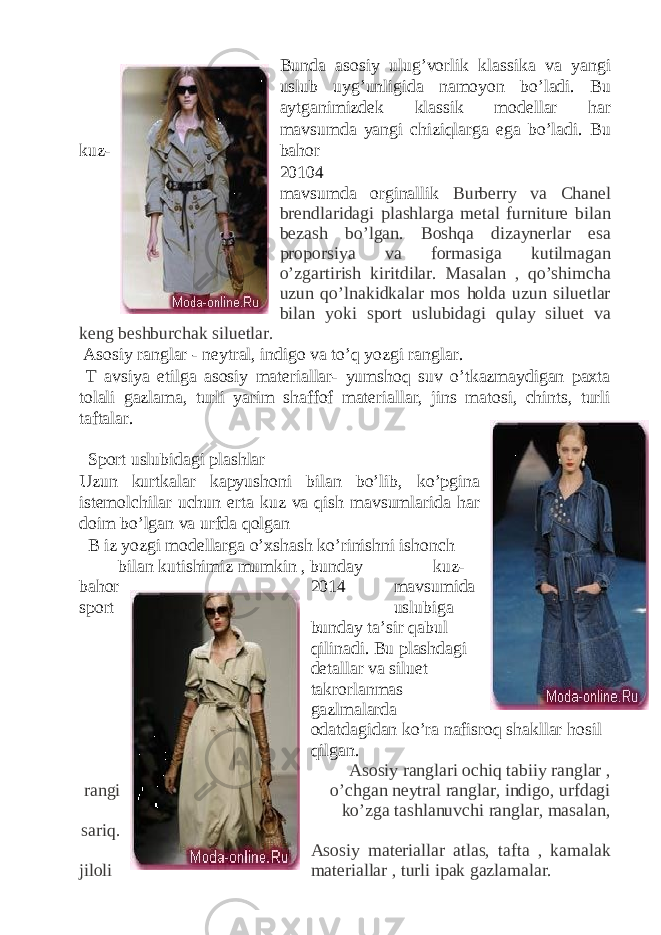
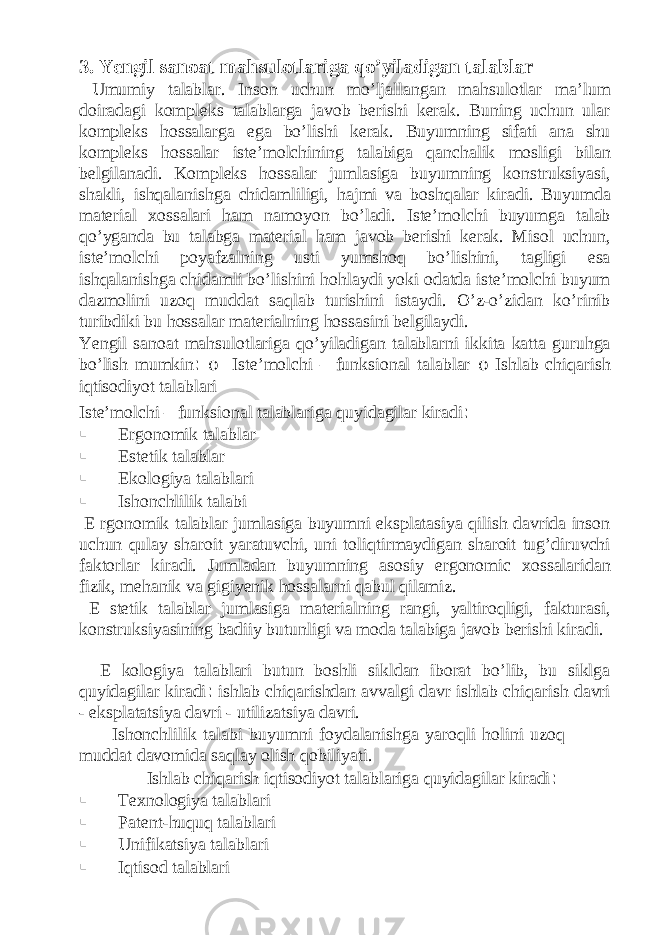
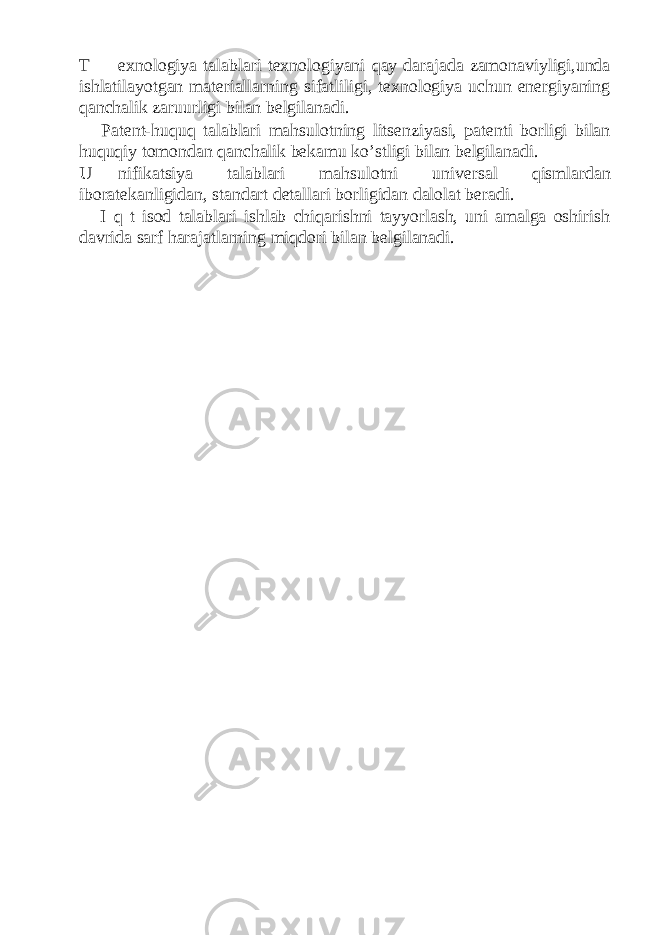
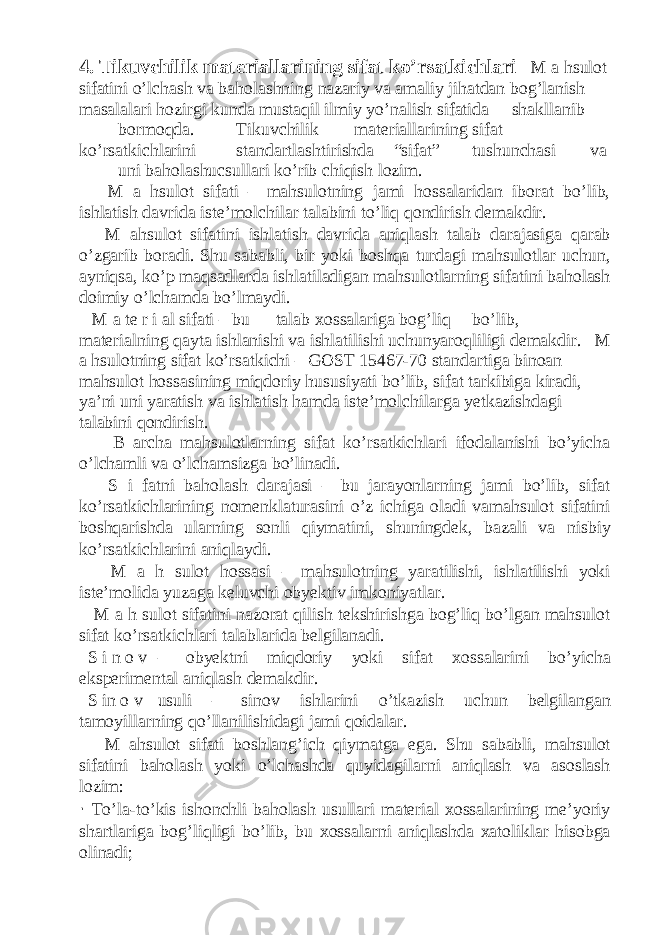
Ayollarning kuz-bahor mavsumlariga mo’ljallangan plashi uchun mato tanlash
Ayollarning kuz-bahor mavsumlariga mo’ljallangan plashi uchun mato tanlash
Yuklangan vaqt:
09.10.2022
Ko'chirishlar soni:
0
Hajmi:
3604.4345703125 KB
Ko'chirib olish